

Практическая работа №4
Тема: Разработка операционного технологического процесса для токарного станка с заполнением операционной карты и карты эскизов.
Цель: Приобретение практических навыков в проектировании токарных операций, выборе станочного оборудования, режущего и мерительного оборудования, техоснастки.
Ход работы.
1. Изображаю эскиз заготовки (Рисунок 1):
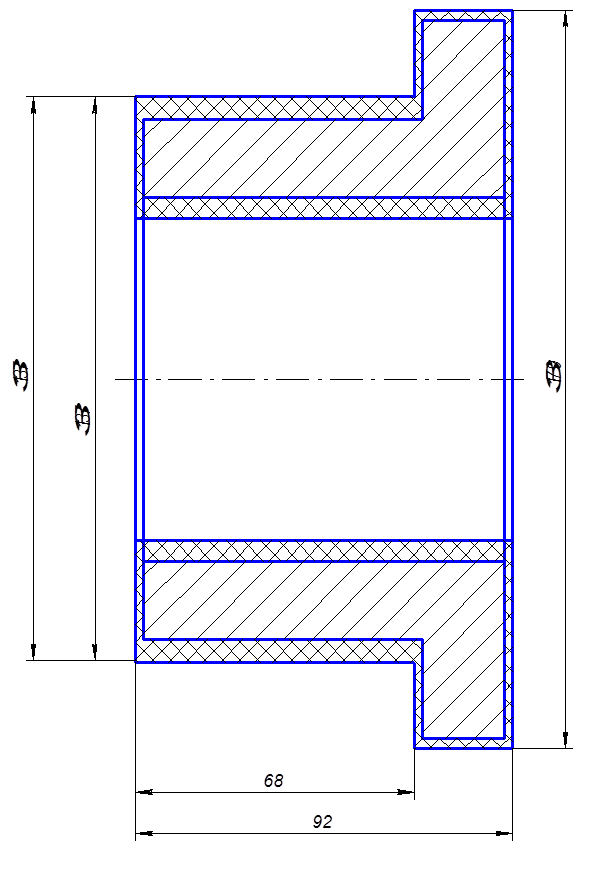
Риссунок1. Эскиз заготовки.
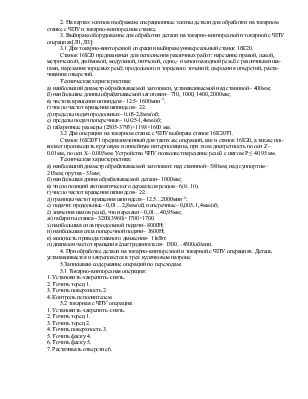
2. На картах эскизов изображаю операционные эскизы детали для обработки на токарном станке с ЧПУ и токарно-винторезном станке.
3. Выбираю оборудование для обработки детали на токарно-винторезной и токарной с ЧПУ операциях[Л1, Л3]:
3.1 Для токарно-винторезной операции выбираю универсальный станок 16К20.
Станок 16К20 предназначен для исполнения различных работ: нарезание правой, левой, метрической, дюймовой, модульной, питчевой, одно,- и многозаходной резьб с различными шагами, нарезания торцевых реьб; продольного и торцевого точений; сверления отверстий, растачивания отверстий.
Техническая характеристика:
а) наибольший диаметр
обрабатываемой заготовки, устанавливаемой над станиной– 400мм;
б) наибольшие длины обрабатываемой заготовки– 710, 1000, 1400, 2000мм;
в) частота вращения шпинделя– 12.5- 1600мин-1;
г) число частот вращения
шпинделя– 22;
д) пределы подач продольных– 0,05-2,8мм/об;
е) пределы подач поперечных– 0,025-1,4мм/об;
ё) габаритные размеры (2505-3795)×1198×1600 мм.
3.2 Для операции на токарном станке с ЧПУ выбираю станок 16К20Т1.
Станок 16К20Т1 предназначенный для таких же операций, как и станок 16К20, а также позволяет производить круговую и линейную интерполяцию, при этом дискретность по оси Z– 0.01мм, по оси X– 0.005мм. Устройство ЧПУ позволяет нарезание резьб с шагом Р ≤ 40.95 мм.
Техническая характеристика:
а) наибольший диаметр обрабатываемой заготовки: над станиной– 580мм; над
суппортом– 215мм; прутка– 53мм;
б) наибольшая длина обрабатываемой детали– 1000мм;
в) число позиций автоматического держателя резцов– 6(8; 10);
г) число частот вращения шпинделя– 22;
д) границы частот вращения шпинделя– 12.5…2000мин-1;
е) подачи: продольные– 0,01…2,8мм/об; поперечные– 0,005..1,4мм/об;
ё) значения шагов резьб, что нарезают– 0,01…40,95мм;
ж) габариты станка– 3200(3960)×1700×1700.
з) наибольшая сила продольной подачи– 8000Н;
и) наибольшая сила поперечной подачи– 3600Н;
к) мощность привода главного движения– 11кВт:
л) диапазон частот вращения ёлектродвигателя– 1500…4500об/мин.
4. При обработке детали на токарно-винторезной и токарной с ЧПУ операциях. Деталь устанавливается и закрепляется в трех кулачковом патроне
5.Записываю содержание операций по переходам:
5.1 Токарно-винторезная операция:
1. Установить–закрепить–снять.
2. Точить торец 1.
3. Точить поверхность 2.
4. Контроль исполнителем.
5.2 токарная с ЧПУ операция:
1. Установить–закрепить–снять.
2. Точить торец 1.
3. Точить торец 2.
4. Точить поверхность 3.
5. Точить фаску 4.
6. Точить фаску 5.
7. Растачивать отверстие 6.
8. Растачивать фаску 7.
9. Контроль исполнителем.
6. Выбираю стадии обработки и глубины резания по стадиям [Л1 карты 1 и 2] и заношу в таблицу 1
Таблица 1.

7. Выбираю режущий инструмент[Л1]:
Первый резец использую для обработки внешних поверхностей 1, 2, 3, 4 и 5 при черновой стадии обработки.
Это резец токарный для наружного точения с
механическим креплением твердосплавной пластины.
– сечение державки– 25× 25мм;
– толщина пластины– 6,4мм;
– форма пластины– ромбическая[стр. 299, прил. 1];
– материал пластины– твёрдый сплав Т5К10[стр. 299, прил. 1];
– способ крепления пластины– двуплечий прихват[стр. 303, прил, 6];
– углы в плане–главный угол в плане φ= 92º, вспомогательный угол в плане φ1=
2º, угол при вершине лезвия Е= 86º[стр306, прил];
– другие геометрические параметры– передний угол α=6º, задний угол γ=-8º, радиус
округления режущей кромки ρ=0,4мм, радиус вершины лезвия rв=1,2мм,
ширина фаски режущей кромки f= 0,5мм[стр. 306, прил. 8];
– период стойкости Т= 60мин[стр. 316, прил. 13].
Аналогично нахожу резцы и для остальных стадий обработки и для других обрабатываемых поверхностей, описание которых заношу в таблицу 2.
Таблица 2.
|
№ РИ |
№ поверхности, стадия |
форма пластины, материал |
метод крепления |
геометрия |
Т, мин |
|||||||
|
φ,º |
φ1,º |
Е |
α,º |
γ,º |
ρ,мм |
rв, мм |
f, мм |
|||||
|
1 |
череовая-1, 2, 3, 4, 5; получистовая- 3 |
ромбичес-кая,Т5К10 |
клин-прихват |
92 |
2 |
86 |
6 |
10 |
0,03 |
1 |
0,5 |
60 |
|
2 |
чистовая- 3 |
трёхгранная Т15К6 |
двуплечим прихватом |
93 |
27 |
60 |
8 |
15 |
0,03 |
1 |
0,3 |
60 |
|
3 |
черновая- 6, 7 |
ромбичес-кая,Т5К10 |
клин-прихват |
92 |
2 |
86 |
6 |
10 |
0,03 |
1 |
0,5 |
60 |
|
4 |
чистовая- 6 |
трёхгранная Т15К6 |
двуплечим прихватом |
93 |
27 |
60 |
8 |
15 |
0,03 |
1 |
0,3 |
60 |
|
5 |
тонкая- 6 |
трёхгранная Т15К6 |
двуплечим прихватом |
93 |
27 |
60 |
8 |
15 |
0,03 |
1 |
0,3 |
60 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.