






























Вспомогательный переход – установка и снятие заготовки, измерение детали (все не связанное с непосредственно резанием).
Базовые поверхности могут черновые и чистовые. Черновая поверхность используется только в начале составления процессов механической обработки. Составление процесса механической обработки следует начинать с той поверхности, которая будет являться, в дальнейшем, базой для последующих операций.
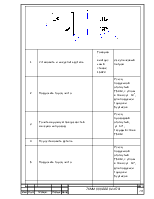
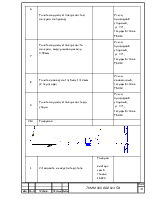
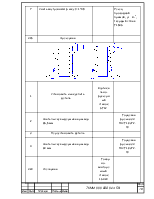
Таблица 4-Маршрут обработки.
|
№ опера-ции |
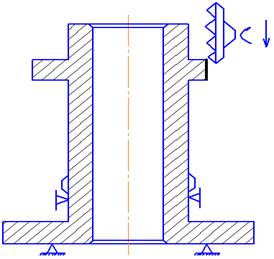
Эскиз детали и содержание операций |
Оборудова-ние |
Оснастка режущих инструментов |
|
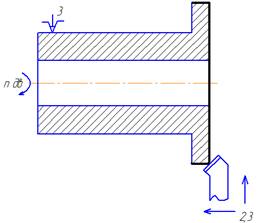
005 |
Токарная |
||
|
|
|||
|
1 |
Установить и закрепить деталь |
Токарно-винторезный станок 16К20 |
3х кулачковый патрон |
|
2 |
Подрезать торец чисто |
Резец подрезной отогнутый Т5К10, с углом в
плане |
|
|
3 |
Точить наружную поверхность Б начерно за проход |
Резец проходной отогнутый, |
|
|
4 |
Переустановить деталь |
||
|
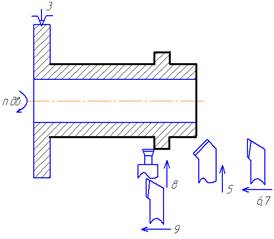
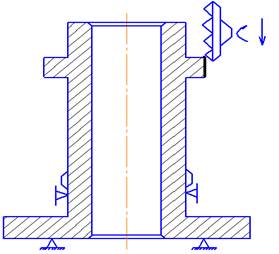
5 |
Подрезать торец чисто |
Резец подрезной отогнутый Т5К10, с углом в
плане |
|
|
6 |
Точить наружную поверхность А начерно на проход |
Резец проходной упорный, |
|
|
7 |
Точить наружную поверхность начерно, выдерживая размер l=78мм |
Резец проходной упорный, |
|
|
8 |
Точить канавку на глубину t=10 мм (2 перехода) |
Резец канавочный, твердый сплав Т5К10 |
|
|
9 |
Точить наружную поверхность до упора |
Резец проходной упорный, |
|
|
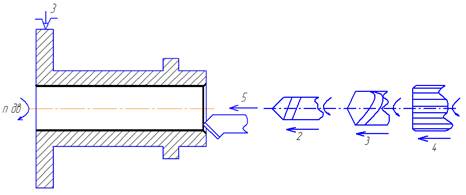
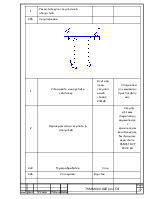
010 |
Токарная |
||
|
|
|||
|
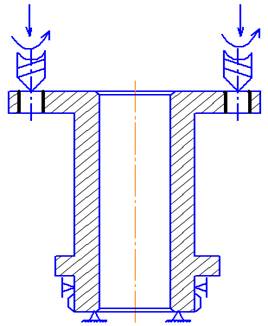
1 |
Установить и закрепить деталь |
Токарно-винтарезный станок 16К20 |
|
|
2 |
Рассверлить отверстие на ø32мм за проход |
Сверло ø32 мм спиральное, нормальное с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64 |
|
|
3 |
Зенкеровать отверстие на ø49мм за проход |
Зенкер ø49 мм спиральное, нормальное с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64 |
|
|
4 |
Развернуть отверстие на ø50мм за проход |
Развертка ø50мм, нормальное с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64 |
|
|
5 |
Снять внутреннюю фаску t=1*45̊ |
Резец проходной
прямой, |
|
|
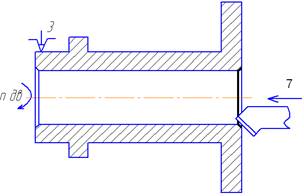
6 |
Переустановить деталь |
||
|
7 |
Снять внутреннюю фаску t=1*45̊ |
Резец проходной прямой, |
|
|
015 |
Фрезерная |
||
|
|
|||
|
1 |
Установить и закрепить деталь |
Вертикально-фрезерный станок 6Т12 |
|
|
2 |
Снять лыску выдерживая размер 86,5 мм |
Торцевая фреза ø30 ГОСТ 18372-73 |
|
|
3 |
Переустановить деталь |
||
|
4 |
Снять лыску выдерживая размер 80 мм |
Торцевая фреза ø30 ГОСТ 18372-73 |
|
|
020 |
Слесарная |
Токарно-винторезный станок 16К20 |
|
|
1 |
Разметить для сверления 6 отверстий |
||
|
025 |
Сверлильная |
||
|
|
|||
|
1 |
Установить и закрепить заготовку |
Вертикально-сверлильный станок 2Н135 |
Специальное зажимное приспособление |
|
2 |
Одновременно сверлить 6 отверстий |
Сверло ø11 мм спиральное, нормальное с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64 |
|
|
030 |
Термообработка |
печь |
|
|
035 |
Слесарная |
Верстак |
|
|
1 |
Острые кромки притупить |
||
|
040 |
Мойка |
Моечная машина |
|
|
045 |
Контроль |
Стол ОТК |
|
5 Выбор оборудования
5.1 Выбор типа станка
Токарно-винторезный станок 16К20
Частота вращения шпинделя, мин-1: 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000.
Продольная подача, мм/об: 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 05; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Поперечная подача, мм/об: 0,025;0,05; 0,07; 0,06; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4.
Вертикально-сверлильный станок 2Н135
Частота вращения шпинделя, мин -1: 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000.
Подача, мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6.
Вертикально-фрезерный станок 6Т12
Частота вращения, мин-1: 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600;
Скорость продольного и поперечного движения подачи стола, мм/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Скорость вертикального движения подачи стола, мм/мин: 4,1; 5,3; 6,6; 8; 10,5; 13,3; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400.
5.2 Выбор режущего инструмента
Резец проходной прямой с углом в плане ![]() . С пластинкой из твёрдого сплава Т5К10.
ГОСТ 18878-73.
. С пластинкой из твёрдого сплава Т5К10.
ГОСТ 18878-73.
Н=25мм; В=20мм; L=140; m=8мм; а=15мм; R=1,6мм
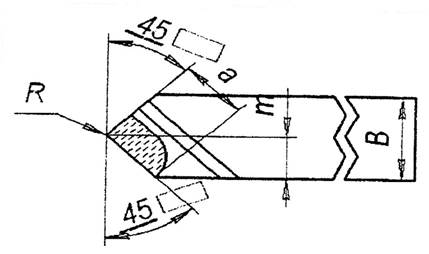
Рисунок 2 - Резец проходной прямой
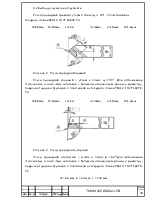
Резец проходной упорный с углом в плане ![]() . Для
обтачивания ступенчатых и нежёстких заготовок с большим отношением длины к
диаметру, подрезки торцов и буртиков. С пластинкой из твёрдого
сплава Т5К10. ГОСТ 18878-73.
. Для
обтачивания ступенчатых и нежёстких заготовок с большим отношением длины к
диаметру, подрезки торцов и буртиков. С пластинкой из твёрдого
сплава Т5К10. ГОСТ 18878-73.
Н=25мм; В=16мм; L=120; m=4мм; а=15мм; R=1,0мм
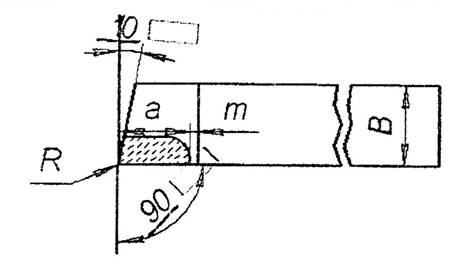
Рисунок 3 - Резец проходной упорный
Резец проходной отогнутый с углом в плане φ =60о для обтачивания ступенчатых и нежёстких заготовок с большим отношением длины к диаметру, подрезки торцов и буртиков. С пластинкой из твёрдого сплава Т5К10. ГОСТ 18878-73.
Н = 25 мм; В = 20 мм; L = 140 мм
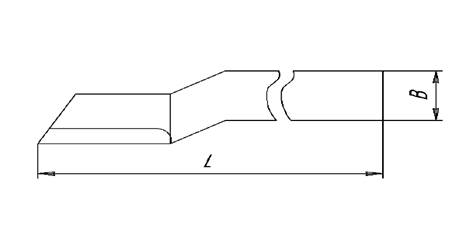
Рисунок 4 - Резец проходной отогнутый
Резец канавочный. С пластинкой из твердого сплава Т5К10. ГОСТ 18884-73.
Н=20мм; В=12мм; L=120;
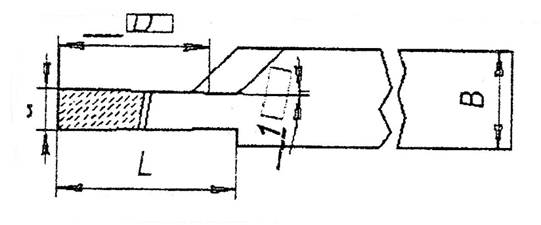
Рисунок 5 - Резец канавочный
Сверло спиральное с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64.
D = 32 мм; L = 228 мм; l = 130мм; 2φ =118о
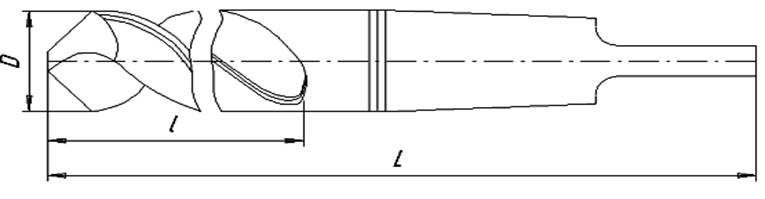
Рисунок 6 - Сверло спиральное с коническим хвостовиком
Зенкер с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64.
D = 49 мм; L = 205 мм; l = 105 мм; φ =60о
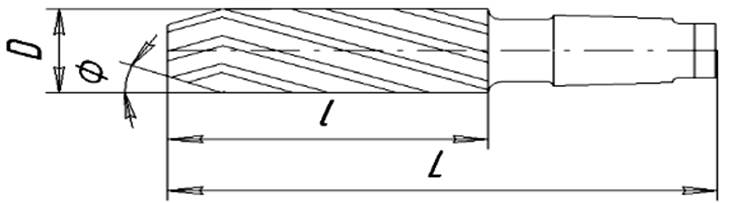
Рисунок 7 - Зенкер с коническим хвостовиком
Развёртка с коническим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64.
D = 50 мм; L = 180 мм; l = 20 мм; z = 8; φ =15о
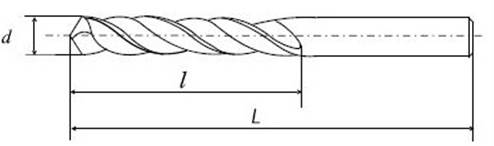
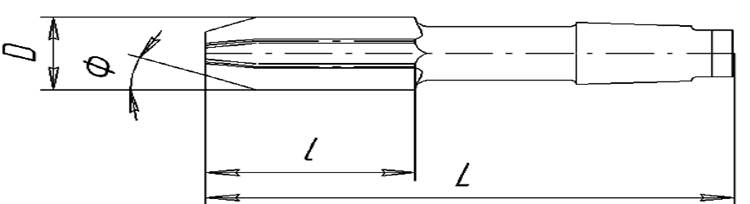
Рисунок 8 - Развёртка с коническим хвостовиком
Сверло спиральное с цилиндрическим хвостовиком, быстрорежущая сталь Р6М5 ГОСТ 2092-64
d = 11 мм; L = 150 мм; l = 80 мм
Рисунок 9 - Свело спиральное с цилиндрическим хвостовиком
Фреза торцевая цельная из быстрорежущей стали (ГОСТ 18372-73) с крупным зубом.
D = 30 мм; L = 80 мм; z = 12
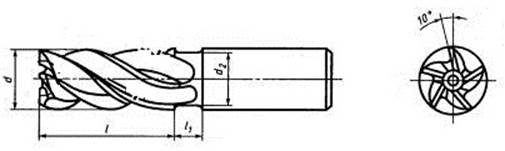
Рисунок 10 - Фреза торцевая
7. Расчёт режимов резания.
005 Токарная
2) Точить торцевую поверхность чисто
Определяем глубину резания при точении на токарно-винторезном
станке.
![]()
Принимаем подачу при точении S = 0.4 таблица 43 [1]. Корректируем подачу по характеристике станка S =0,4 мм/об.
Принимаем табличную скорость резания при сверлении Vтабл =77 м/мин таблица 45 [1]
Корректируем скорость резания при точении
Vкор = Vтабл · К 1·К2 · К3
где: К1 – коэффициент зависящий от обрабатываемого материала,
К1 = 0,7 таблица 37 [1]
К2 - коэффициент зависящий от обрабатываемого материала и стойкости инструмента К2 = 1,2 с. 435 [4]
К3 – коэффициент зависящий от глубины обрабатываемого отверстия, К3 = 1с. 436 [4]
Vкор =77· 0.7·1,2 ·1 =64.68 м/мин
Рассчитываем частоту вращения заготовки
Корректируем частоту вращения по характеристике станка:
nкор = 125 об/мин
Определим действительную скорость резания

Определение минутной подачи:
![]()
![]()
Определение силы резания:
![]()
Где Pzтаб – сила резания табличная, кг (таб. 15);
К1 – коэффициент, зависящий от обрабатываемого материала (таб. 16)
К2 – коэффициент, зависящий от скорости резания и переднего угла при точении (таб. 17)
![]()
Определение мощности резания:
Pz – тангенциальная сила резания , Н
Vф – скорость резания, м/мин
![]()
При этом должно быть
![]() ,
,
Где Nдв – мощность двигателя станка, кВт;
![]() η – к.п.д. станка, η=0,8
η – к.п.д. станка, η=0,8
1.65![]() , произведение этой
операции на данном станке возможна.
, произведение этой
операции на данном станке возможна.
3) Точить наружную поверхность начерно
![]() Т=60 мин S0=0,4мм/об
Т=60 мин S0=0,4мм/об
Vкор =77· 0.7·1,2 ·1 =64.68 м/мин
 nкор = 125 об/мин
nкор = 125 об/мин

![]()
5) Подрезать торец чисто
![]() Т=60 мин S0=0,4мм/об
Т=60 мин S0=0,4мм/об
Vкор =77· 0.7·1,2 ·1 =64.68 м/мин
 nкор = 200 об/мин
nкор = 200 об/мин

![]()
6) Точить поверхность А начерно
![]() Т=60 мин S0=0,4мм/об
Т=60 мин S0=0,4мм/об
Vкор =77· 0.7·1,2 ·1 =64.68 м/мин
 nкор = 200 об/мин
nкор = 200 об/мин

![]()
7) точить наружную поверхность выдерживая размер 78 мм (2 прохода)
![]() Т=60 мин S0=0,4мм/об
Т=60 мин S0=0,4мм/об
Vкор =74· 0.7·1,2 ·1 =62,2 м/мин
![]()
 nкор = 250 об/мин
nкор = 250 об/мин

![]()
8) Точить канавку на глубину t=12,5 мм (3 прохода)
![]() Т=60 мин S0=0,4мм/об
Т=60 мин S0=0,4мм/об
Vкор =74· 0.7·1,2 ·1 =62,2 м/мин
nкор = 250 об/мин
![]()
9) Точить наружную поверхность до упора начерно (2 прохода)
![]() Т=60 мин S0=0,4мм/об
Т=60 мин S0=0,4мм/об
Vкор =74· 0.7·1,2 ·1 =62,2 м/мин
nкор = 250 об/мин
![]()
![]() 010 Токарная
010 Токарная
2) Рассверлить отверстие на ø32мм
 Т=50 мин S0=0,45мм/об
Т=50 мин S0=0,45мм/об
Vкор =19· 0.7·1,2 ·1 =15,96 м/мин
 nкор = 160об/мин
nкор = 160об/мин

![]()
3) зенкеровать отверстие на ø48мм
 Т=50 мин S0=0,45мм/об
Т=50 мин S0=0,45мм/об
Vкор =21· 0.7·1,2 ·1 =17,64 м/мин
 nкор = 100об/мин
nкор = 100об/мин

![]()
4) Развернуть отверстие на ø50мм
Т=50 мин S0=0,45мм/об
Vкор =19· 0.7·1,2 ·1 =15,96 м/мин
 nкор = 100об/мин
nкор = 100об/мин

![]()
5) Снять внутреннюю фаску
![]() Т=60 мин S0=0,8мм/об
Т=60 мин S0=0,8мм/об
Vкор =85· 0.7·1,2 ·1 =71,4 м/мин
 nкор = 400об/мин
nкор = 400об/мин
![]()

![]()
7) Снять внутреннюю фаску
![]() Т=60 мин S0=0,8мм/об
Т=60 мин S0=0,8мм/об
Vкор =85· 0.7·1,2 ·1 =71,4 м/мин
nкор = 400об/мин
![]()
015 Фрезерная
2) снять лыску выдерживая размер 86,5 мм
![]() Т=20 мин Sz=0,15мм/об
Т=20 мин Sz=0,15мм/об
Vкор =50· 0,95·1,2 ·1,5 =85,5 м/мин
 nкор = 800об/мин
nкор = 800об/мин

![]()
4) снять лыску выдерживая размер 80 мм
![]() Т=20 мин Sz=0,15мм/об
Т=20 мин Sz=0,15мм/об
Vкор =50· 0,95·1,2 ·1,5 =85,5 м/мин
nкор = 800об/мин
![]()
020 Сверлильная
2) Сверлить одновременно 6 отверстий ø11
 Т=80 мин S0=0,32мм/об
Т=80 мин S0=0,32мм/об
Vкор =19· 0.7·1,2 ·1 =15.95 м/мин
 nкор = 400об/мин
nкор = 400об/мин

![]()
8 Расчет технологической нормы времени:
005 токарная
Определение основного времени:
где: L – длина точения, мм;
S – подача, мм/об;
n – число оборотов детали, об/мин;
i – число проходов.
l1 – величина врезания инструмента, мм.
l2 – величина перебега инструмента, мм.
![]() Величина врезания l1 зависит от глубины резания t и главного угла в плане φ. При φ =
45о , l1 = t, при φ = 70о , l1 = 0,1- 0,5мм. Величина перебега l2 принимается 0,5-1,0мм.
Величина врезания l1 зависит от глубины резания t и главного угла в плане φ. При φ =
45о , l1 = t, при φ = 70о , l1 = 0,1- 0,5мм. Величина перебега l2 принимается 0,5-1,0мм.
При точении до упора l2 = 0. Величина врезания l1 зависит от глубины резания t и главного угла в плане φ и определяется по формуле:
2 
3 
5 
6 
7
8
9
010 Токарная
2 
3
![]() 4
4
5 
7
015 Фрезерная
2 
4
020 Сверлильная
2 
Определение вспомогательного времени: ![]()
где Tуст – время на установку заготовки;
Тупр – время на управление станком;
2 ![]()
3 ![]()
5![]()
6 ![]()
7 ![]()
8 ![]()
9 ![]()
010 Токарная
2 ![]()
![]() 3
3
![]()
4 ![]()
5 ![]()
7 ![]()
015 Фрезерная
2 ![]()
3 ![]()
025 Сверлильная
2 ![]()
Определение оперативного времени:
![]() ,
мин
,
мин
005 Токарная
2 Tопер =1,17 + 0,7 = 1,87; мин
3 Tопер =0,36 + 0,7 = 1,06;мин
5 Tопер =0,44 + 0,7 = 1,14;мин
6 Tопер =0,71 + 0, 7 =1,41;мин
7 Tопер =0,62 + 1,4 = 2,02;мин
8Tопер =0,22 + 1,4 = 1,62;мин
9Tопер =1,44 + 1,4 = 2,84;мин
010 Токарная
2 Tопер =1,8 + 0,47 = 2,27;мин
3 Tопер =2,8 + 0,47 = 3,27;мин
4 Tопер =2,8 + 0,47 = 3,74;
5 Tопер =0,02 + 0,47 = 0,96;мин
7 Tопер =0,02 + 0,47 = 0,96;мин
![]() 015 Фрезерная
015 Фрезерная
2 Tопер =0,78 + 0, 7 = 1,48мин
4 Tопер =0,78 + 0, 7 = 1,48мин
025 Сверлильная
2 Tопер =0,07 + 0,51 = 1,09мин
Время на обслуживание:
Тобсл = (4-8%) Tопер
![]() 005 Токарная
005 Токарная
2 ![]()
3 ![]()
5 ![]()
6![]()
7 ![]()
8 ![]()
9 
010 Токарная
2 ![]()
3 ![]()
4![]()
5 ![]()
7![]()
![]() 015 Фрезерная
015 Фрезерная
2![]()
4![]()
020 Сверлильная
2 ![]()
Время на отдых Тотд = (25%) Топер:
2 
3 
5 
6 
7 
8 
9 
010 Токарная
2 
3
4
5 
![]() 7
7
015 Фрезерная
2 
4
025 Сверлильная
2 
Штучное время
Тшт =То +Тв +Тотд +Тобсл, мин;
005 Токарная
2 Тшт = 1,87+0,11+0,05=2,03мин
3 Тшт = 1,06+0,06+0,03=1,15мин
5 Тшт =1,14+0,06+0,03=1,23мин
6 Тшт =1,41+0,07+0,04=1,52мин
7 Тшт =2,02+0,12+0,05=2,19мин
8 Тшт =1,62+0,1+0,04=1,76мин
9 Тшт =2,84+0, 17+0,07=3,08мин ∑Тшт=12,96мин
010 Токарная
2 Тшт = 2,27+0,47+0,05+0,021=2,81мин
3 Тшт = 3,27+0,47+0,05+0,021=3,81мин
4 Тшт = 3,27+0,47+0,05+0,021=3,81мин
5 Тшт = 0,96+0,7+0,001+0,00025=1,66мин
5 Тшт = 0,96+0,7+0,001+0,00025=1,66 мин
∑Тшт=12,09мин
015 Фрезерная
2 Тшт = 1,48+0,09+0,037=1,6мин
3 Тшт = 1,48+0,09+0,037=1,6мин ∑Тшт=3,2мин
![]() 025 Сверлильная
025 Сверлильная
2 Тшт = 1,09+0,07+0,028=1,2мин
Подготовительное время
Тn 00i = ∑Tшт 00i • n +Тп3;
Тn 005 = 12,96 • 10 +10=139,6;мин
Тn 010 = 12,09 • 10 +10=139;мин
Тn 015 = 3,2 • 10+7=39;мин
Тn 025 = 1,2 • 10 +13=25; мин
Тn = 139,6+139+39=317,6мин
![]() Список использованных
источников
Список использованных
источников
1. Научно-методический совет СибГТУ «Методические указания и задания на курсовое проектирование»
2. Н.П. Логачев, В.И. Садовников, В.С. Байделюк «Режимы резания металлов техническое нормирование
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.