

Наладка бесцентровошлифовального станка
Установка шлифовального круга. Предварительно собранный на планшайбе и отбалансированный шлифовальный круг монтируется на шпинделе шлифовальной бабки. Плохо отбалансированный или неправильно установленный круг вызывает вибрации станка, что отражается на качестве обработки.
Установка ведущего круга. Ведущий круг может быть установлен на планшайбу без снятия ее со станка; балансировке ведущий круг не подвергается.
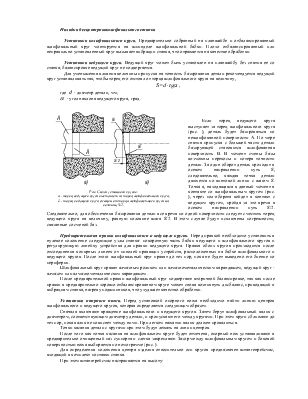
Для уменьшения влияния величины припуска на точность базирования детали рекомендуется ведущий круг устанавливать так, чтобы торец его отстоял от торца шлифовального круга на величину,
![]() , где
, где ![]() - диаметр детали, мм;
- диаметр детали, мм;
![]() - угол наклона ведущего круга,
град.
- угол наклона ведущего круга,
град.
Если торец ведущего круга выступает за торец шлифовального круга (рис. ), деталь будет базироваться по нешлифованной поверхности А. По мере снятия припуска с большей части детали базирующей становится шлифованная поверхность В. В момент смены базы возможны перекосы и потеря точности детали. За один оборот деталь проходит в осевом направлении путь S, следовательно, каждая точка детали движется по винтовой линии с шагом S. Точка а, находящаяся в данный момент в контакте со шлифовальным кругом (рис. ), через пол-оборота войдет в контакт с ведущим кругом, пройдя за это время в осевом направлении путь S/2. Следовательно, для обеспечения базирования детали все время по одной поверхности следует сместить торец ведущего круга на величину, равную половине шага S/2. В этом случае будут исключены погрешности, связанные со сменой баз.
Предварительная правка шлифовального и ведущего кругов. Перед правкой необходимо установить в нулевое положение следующие узлы станка: поворотную часть бабки ведущего и шлифовального кругов и регулирующую линейку устройства для правки ведущего круга. Правка обоих кругов производится после отсоединения копирных линеек от пинолей правящих устройств, расположенных на бабке шлифовального и ведущего кругов. После этого шлифовальный круг правят до тех пор, пока не будет выведено его биение по периферии.
Шлифовальный круг правят алмазным роликом или алмазнометаллическим карандашом, ведущий круг - алмазом или алмазнометаллическим карандашом.
После предварительной правки шлифовальный круг подвергают вторичной балансировке, так как после правки в предварительно хорошо отбалансированном круге может снова возникнуть дисбаланс, приводящий к вибрациям станка, нагреву подшипников, что ухудшает качество обработки.
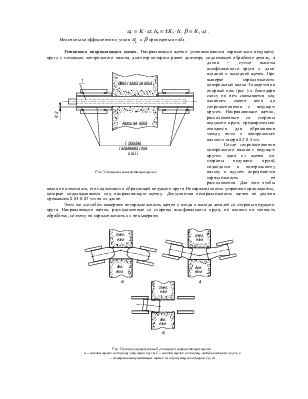
Установка опорного ножа. Перед установкой опорного ножа необходимо найти линию центров шлифовального и ведущего кругов, которая определяется следующим образом.
Сначала включают вращение шлифовального и ведущего кругов. Затем берут шлифовальный валик с диаметром, соответствующим диаметру детали, и пропускают его между кругами. При этом круги сближают до тех пор, пока валик не повиснет между ними. При легком нажатии валик должен провалиться.
Точки касания детали с кругами при этом будут лежать на линии центров.
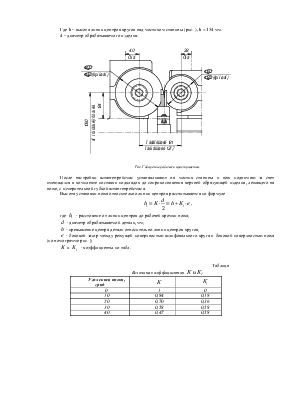
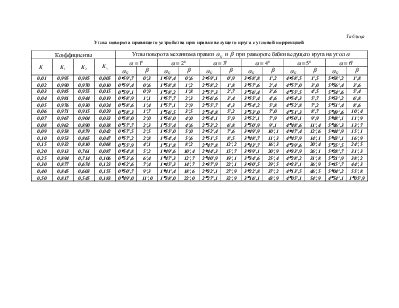
После того как точка касания на шлифовальном круге будет отмечена, опорный нож устанавливают в предварительно очищенный паз суппорта и слегка закрепляют. Зазор между шлифовальным кругом и боковой поверхностью ножа выбирается по номограмме (рис. ).
Для определения положения центра изделия относительно оси кругов предназначен штангенрейсмас, входящий в комплект поставки станка.
При этом штангерейсмас настраивается на высоту:
 |
d – диаметр обрабатываемого изделия.
Рис. Габариты рабочего пространства.
После настройки штангенрейсмас устанавливают на мостик станины и нож поднимаю за счет имеющихся в комплекте поставки подкладок до соприкосновения верхней образующей изделия, лежащего на ноже, с измерительной губкой штангенрейсмаса.
Высота установки ножа относительно линии центров рассчитывается
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.