1. про рейки
=4 =0.4
среднее - уровень
настройки равен 4,см, стандартное
отклонение - точность настройки 0,4
см доля реек
нестандартной толщины: р= |
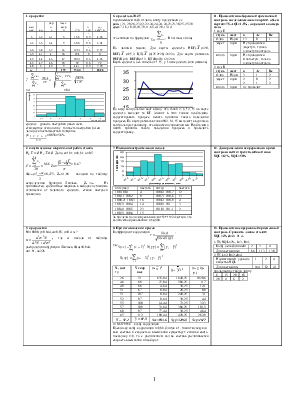
6. про деталь № 25переписываем табл из дано, внизу продлеваем ее разм: 21, 29,26, 23,22, 22,24, 24,24, 24,23,23,30,25, 25,30 сред:7, 18, 10,10,10,7,9,11,6,5,4,12,9,15,14 это считаем по формулам По данным задачи: Для карты среднего НКГ( Карта среднего: ось хчисла от 1-15, у- знач среднего (или размаха)
По виду контрольных карт видно, что точки 2, 3, 12, 15 на карте среднего выходят за КГ. Значит в этих точках необходимо корректировать процесс, искать причины такого поведения процесса. По карте размахов точки №2, 14, 15 выходят за верхнюю контрольную гранияяцу, что является неприемлемым. Необходимо найти причины такого поведения процесса и проводить корректировку. |
11. Проводится выборочный приемочный контроль последовательных партий. объем партии=75, AQL=1,5%, определить номера кода.1. код Е
2. код В
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. пластмассовые шарики, настройка станка Н0:
Ф(zкр)= |
7. На машиностроительном заводе |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
интервал |
частота |
интер |
частота |
|
100-100,1 |
4 |
100,61-100,7 |
12 |
|
100,11-100,2 |
9 |
100,71-100,8 |
13 |
|
1000,21-100,3 |
16 |
100,81-100,9 |
4 |
|
100,31-100,4 |
14 |
100,91-101 |
3 |
|
100,41-100,5 |
23 |
101,01-101,1 |
2 |
|
100,51-100,6 |
15 |
За пределы поля допуска выходит 13+11=24 детали, это количество бракованных изделий
12. Для проведения непрерывного прием контроля найти: трехстадийный план NQL=12%, NQL=50%
3. про розетки
N=10000, g=0.944, D=0.05, s=0.4 n-?
![]() , где u- находя из таблицы распределения функции
Лапласа: Ф(u)=0,944,
, где u- находя из таблицы распределения функции
Лапласа: Ф(u)=0,944,
u=1.91, n»228
Коэффициент
корреляции![]() , где
, где![]()
![]()
![]()
X, состгр |
Y скор выс |
(x- |
(y- |
(x- |
|
26 |
51 |
635,04 |
1640,25 |
1020,6 |
|
46 |
69 |
27,04 |
506,25 |
117 |
|
49 |
86 |
4,84 |
30,25 |
12,1 |
|
51 |
87 |
0,04 |
20,25 |
0,9 |
|
51 |
107 |
0,04 |
240,25 |
-3,1 |
|
52 |
97 |
0,64 |
30,25 |
4,4 |
|
55 |
100 |
14,44 |
72,25 |
32,3 |
|
57 |
109 |
33,64 |
306,25 |
101,5 |
|
60 |
97 |
77,44 |
30,25 |
48,4 |
|
65 |
112 |
190,44 |
420,25 |
282,9 |
|
|
|
Sxx=983,6 |
Syy=3296,5 |
Sxy=1617 |
r= 0,8979956 - коэф. корреляции
Поскольку коэф. корреляции r=0,89, близок к 1, значит между кол-вом состава и скоростью высыхания существует сильная связь, поскольку r>0, то с увеличением кол-ва состава увеличивается скорость высыхания и наоборот.
13. Проводится непрерывный приемочный контроль. Сравнить длины стадий:
1.Т3, NQL=2%, k=3, R=1,
|
Коэф. ослабления d= |
2 |
3 |
4 |
|
Длина стадии n= |
86 |
113 |
130 |
2. Т5, k=2, R=2, d=4
|
Нормативный уровень качества NQL |
1 |
2 |
4 |
|
Длина стадии n |
164 |
82 |
41 |
продолжение табл в длину
|
8 |
15 |
20 |
65 |
|
20 |
11 |
8 |
2 |
Н0:![]() Н1:
Н1:![]()
а=90%, a=0,5,
 81,
81, ![]() =15.9
=15.9
![]() =-1,79
=-1,79
Tкр(a/2=0.025,n-1=9)=2.69 – по таблице распределения Стьюдента, ½Tн½<Tкр – Н0 принимается, фирма была права.
|
ступень |
n |
Ac |
Re |
|
одноступ |
80 |
21 |
22 |
|
Двухступ |
50 50 |
11 26 |
16 27 |
|
многоступ |
20 20 20 20 20 20 20 |
2 7 13 19 25 31 37 |
9 14 19 25 29 33 38 |
Код выборки J
D=3, s=6, g=0,997
n-?
![]() , где
t находим по табл. распр. функции Лапласа Ф(t)=0,997,
t=2,98
, где
t находим по табл. распр. функции Лапласа Ф(t)=0,997,
t=2,98
n=35.5»36
n=80 m=5, g=0.954 D=5, N=80×10=800, D-?
Доля бракованных
изделий![]() =0,0625
s=
=0,0625
s=![]() =0,242,
=0,242,
![]() , где
t – находим из табл распр функции Лапласа Ф(t)=0,954
t=2
, где
t – находим из табл распр функции Лапласа Ф(t)=0,954
t=2
D=0,05, что не больше 5%.
Код D
|
Уров жесткос |
n |
Ac |
Re |
|
Норм |
8 |
5 |
6 |
|
Усил |
8 |
3 |
4 |
|
ослабл |
3 |
2 |
5 |
|
№ вы ки |
ко |
№ |
Ко |
№ |
Ко |
№ |
Ко |
|
1 2 3 4 5 6 7 8 |
н, пр н, пр н, пр н, пр н, от н, пр н, от у, от |
9 10 11 12 13 14 15 16 |
у,от у, пр у, пр у, пр у, пр у, пр н, пр н, пр |
17 18 19 20 21 22 23 24 |
н, пр н, пр н, пр н, пр н, пр н, пр н, пр н, пр |
25 26 27 28 29 30 31 32 |
о,пр о,пр н, пр н, пр н, пр н, от н, от у,пр |
N=100, ![]() =1000, g=0.95, s=40
=1000, g=0.95, s=40
D-?
![]() , где
t- находим по табл. распр. функции Лапласа: Ф(t)=0.95,
t=1,96
, где
t- находим по табл. распр. функции Лапласа: Ф(t)=0.95,
t=1,96
D=7,84
Доверительный интервал
1000-7,84£![]() £1000+7,84
£1000+7,84
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.


 , R =x(max)-x(min)
, R =x(max)-x(min)
 9,88
9,88