3.5 АНАЛИЗ ОБОРУДОВАНИЯ ПРИМЕНЯЕМОГО В БАЗОВОМ ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ.
|
№ |
Наименование оборудования |
Тип станка |
Характеристики |
|
001 |
Литейная |
- |
- |
|
003 |
Термическая |
- |
- |
|
005 |
Слесарная |
Верстак |
|
|
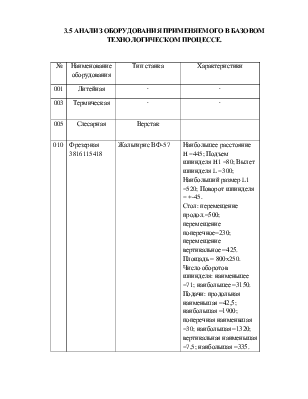
010 |
Фрезерная 3816115418 |
Жальгирис ВФ-57 |
Наибольшее расстояние H =445; Подъем шпинделя H1 =80; Вылет шпинделя L =300; Наибольший размер L1 =520; Поворот шпинделя = +-45. Стол: перемещение продол.=500; перемещение поперечное=230; перемещение вертикальное =425. Площадь = 800x250. Число оборотов шпинделя: наименьшее =71; наибольшее =3150. Подачи: продольная наименьшая =42,5; наибольшая =1900; поперечная наименьшая =30; наибольшая =1320; вертикальная наименьшая =7,5; наибольшая =335. |
|
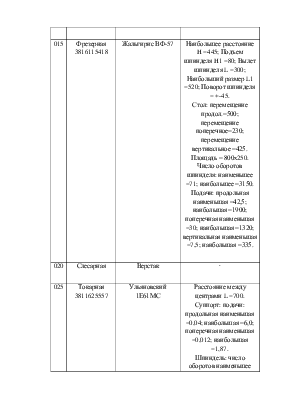
015 |
Фрезерная 3816115418 |
Жальгирис ВФ-57 |
Наибольшее расстояние H =445; Подъем шпинделя H1 =80; Вылет шпинделя L =300; Наибольший размер L1 =520; Поворот шпинделя = +-45. Стол: перемещение продол.=500; перемещение поперечное=230; перемещение вертикальное =425. Площадь = 800x250. Число оборотов шпинделя: наименьшее =71; наибольшее =3150. Подачи: продольная наименьшая =42,5; наибольшая =1900; поперечная наименьшая =30; наибольшая =1320; вертикальная наименьшая =7,5; наибольшая =335. |
|
020 |
Слесарная |
Верстак |
- |
|
025 |
Токарная 3811625557 |
Ульяновский 1Е61МС |
Расстояние между центрами L =700. Суппорт: подачи: продольная наименьшая =0,04; наибольшая =6,0; поперечная наименьшая =0,012; наибольшая =1,87. Шпиндель: число оборотов наименьшее =35; наибольшее =1600. Отверстие в шпинделе =32,5. Шаг ходового винта =12. |
|
030 |
Токарная 3811625557 |
Ульяновский 1Е61МС |
Расстояние между центрами L =700. Суппорт: подачи: продольная наименьшая =0,04; наибольшая =6,0; поперечная наименьшая =0,012; наибольшая =1,87. Шпиндель: число оборотов наименьшее =35; наибольшее =1600. Отверстие в шпинделе =32,5. Шаг ходового винта =12. |
|
035 |
Токарная 3811625557 |
Ульяновский 1Е61МС |
Расстояние между центрами L =700. Суппорт: подачи: продольная наименьшая =0,04; наибольшая =6,0; поперечная наименьшая =0,012; наибольшая =1,87. Шпиндель: число оборотов наименьшее =35; наибольшее =1600. Отверстие в шпинделе =32,5. Шаг ходового винта =12. |
|
040 |
Токарная 3811625557 |
Ульяновский 1Е61МС |
Расстояние между центрами L =700. Суппорт: подачи: продольная наименьшая =0,04; наибольшая =6,0; поперечная наименьшая =0,012; наибольшая =1,87. Шпиндель: число оборотов наименьшее =35; наибольшее =1600. Отверстие в шпинделе =32,5. Шаг ходового винта =12. |
|
045 |
Сверлильная 3812112224 |
НЭМТ НС-12А Тип1 |
Наибольший размер сверла: диаметр =12; глубина =100. Общие размеры: наибольший =390; наименьший =20; А =180. Число шпинделей =1 Числа оборотов шпинделей: наименьший =450; наибольший =4500. |
|
050 |
Сверлильная 3812112224 |
НЭМТ НС-12А Тип1 |
Наибольший размер сверла: диаметр =12; глубина =100. Общие размеры: наибольший =390; наименьший =20; А =180. Число шпинделей =1 Числа оборотов шпинделей: наименьший =450; наибольший =4500. |
|
055 |
Сверлильная 3812112224 |
НЭМТ НС-12А Тип1 |
Наибольший размер сверла: диаметр =12; глубина =100. Общие размеры: наибольший =390; наименьший =20; А =180. Число шпинделей =1 Числа оборотов шпинделей: наименьший =450; наибольший =4500. |
|
060 |
Резьбонарезная 3812412151 |
Тиль№4 |
Диаметр нарезаемой резьбы: наименьший =1; наибольший =10. Hнаибол. =360; вылет шпинделя L =125; площадь стола =210x320. Размеры шпинделя: d =15,733; l =28. Ход шпинделя =50. РбК- резьбонарезной по колонне. |
|
065 |
Резьбонарезная 3812412151 |
Тиль№4 |
Диаметр нарезаемой резьбы: наименьший =1; наибольший =10. Hнаибол. =360; вылет шпинделя L =125; площадь стола =210x320. Размеры шпинделя: d =15,733; l =28. Ход шпинделя =50. РбК- резьбонарезной по колонне. |
|
070 |
Слесарная |
Верстак |
- |
|
075 |
Промывочная |
- |
- |
|
080 |
Контрольная |
- |
- |
|
082 |
Контроль |
- |
- |
|
085 |
Отделочная |
- |
- |
|
090 |
Сборочная |
- |
- |
Оборудование применяемое в базовом технологическом процессе чаще всего с ручным управлением, с небольшими величинами оборота шпинделя и с ограниченными технологическими возможностями (напр.: некоторое оборудование требует ручной замены инструмента), не позволяющие применять прогрессивные технологические процессы. Это все очень усложняет технологический процесс, увеличивается время, трудоемкость, нужно использовать и применять более усовершенствованные и прогрессивные технологии.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.