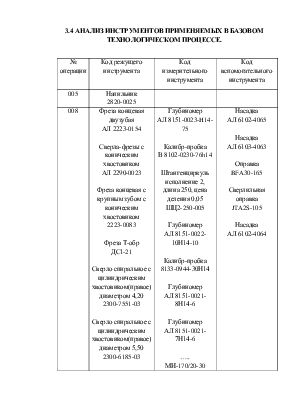
3.4 АНАЛИЗ ИНСТРУМЕНТОВ ПРИМЕНЯЕМЫХ В БАЗОВОМ ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ.
|
№ операции |
Код режущего инструмента |
Код измерительного инструмента |
Код вспомогательного инструмента |
|
005 |
Напильник 2820-0025 |
||
|
008 |
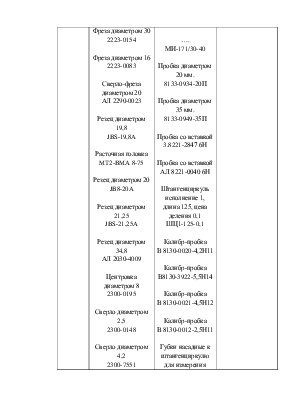
Фреза концевая двузубая АЛ 2223-0154 Сверла-фрезы с коническим хвостовиком АЛ 2290-0023 Фреза концевая с крупным зубом с коническим хвостовиком 2223-0083 Фреза Т-обр ДС1-21 Сверло спиральное с цилиндрическим хвостовиком(правое) диаметром 4,20 2300-7551-03 Сверло спиральное с цилиндрическим хвостовиком(правое) диаметром 5,50 2300-6185-03 Фреза диаметром 30 2223-0154 Фреза диаметром 16 2223-0083 Сверло-фреза диаметром 20 АЛ 2290-0023 Резец диаметром 19,8 JBS-19,8A Расточная головка MT2-BMA 8-75 Резец диаметром 20 JB8-20A Резец диаметром 21,25 JBS-21,25A Резец диаметром 34,8 АЛ 2030-4009 Центровка диаметром 8 2300-0195 Сверло диаметром 2,5 2300-0148 Сверло диаметром 4,2 2300-7551 Сверло диаметром 4,5 2300-7561 Сверло диаметром 5,5 2300-6185 Фреза Т-обр Д61-21 Цанговый патрон АЛ 6151-7008 |
Глубиномер АЛ 8151-0023-H14-75 Калибр-пробка В 8102-0230-76h14 Штангенциркуль исполнение 2, длина 250, цена деления 0,05 ШЦ2-250-005 Глубиномер АЛ 8151-0022-10Н14-10 Калибр-пробка 8133-0944-30Н14 Глубиномер АЛ 8151-0021-8Н14-6 Глубиномер АЛ 8151-0021-7Н14-6 ….. МИ-170/20-30 …. МИ-171/30-40 Пробка диаметром 20 мм. 8133-0934-20П Пробка диаметром 35 мм. 8133-0949-35П Пробка со вставкой 3.8221-2847 6Н Пробка со вставкой АЛ 8221-0040 6Н Штангенциркуль исполнение 1, длина 125, цена деления 0,1 ШЦ1-125-0,1 Калибр-пробка В 8130-0020-4,2Н11 Калибр-пробка В8130-3922-5,5Н14 Калибр-пробка В 8130-0021-4,5Н12 Калибр-пробка В 8130-0012-2,5Н11 Губки насадные к штангенциркулю для измерения внутренних канавок АЛ 8700-0001 |
Насадка АЛ 6102-4065 Насадка АЛ 6103-4063 Оправка BFA30-165 Сверлильная оправка JTA2S-105 Насадка АЛ 6102-4064 |
|
020 |
Напильник 2820-0025 Шабер АЛ 2850-0001 |
Паста ГОИТм НаЛо.029.008 |
|
|
050 |
….. АЛ 2350-0024 |
Штангенциркуль исполнение1, длина 125, цена деления 0,1 ШЦ1-125-01 |
|
|
060 |
…… 2620-1103 |
Калибр резьбовой для М5 KP1-M5-6H |
|
|
065 |
….. 2620-1061 |
Калибр резьбовой для М3 KP1-M3-6H |
|
|
080 |
Калибр резьбовой для М22 KP1-M22x0,75-6H Калибр резьбовой для М37 KP1-M37x0,75-6H |
||
|
082 |
Щупы 2;3;4;5 диаметром 3 АЛ 8071-4019 |
Удлинитель l=120 АЛ 8071-4063 Кубик 15x15 АЛ 8071-4037 |
Анализируя базовый технологический процесс мы видим, что не используются комбинированные инструменты, которые позволяют совмещать несколько технологических переходов, и которые сократили бы основное и вспомогательное время. Также мы можем видеть, что используемые инструменты- это, в основном, инструменты быстрорежущие, также не используются инструменты с механическим креплением пластин, что значительно сокращает режимы резания. Это все усложняет технологический процесс, увеличивается время основное и вспомогательное. Нужно использовать более прогрессивные инструменты, например комбинированные, которые позволили бы совмещать несколько технологических переходов, нужно также использовать инструменты с механическим креплением пластин для значительного сокращения режимов резания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.