После очистки рихтовки и контроля поковку направляют в механический цех для обработки. Применение штамповки в мелкосерийном производстве экономически оправдано, так как происходит экономия материала, а затраты на изготовление штамповки компенсируется экономией электроэнергии при снятии меньшего припуска при обработке, а также снижением времени на обработку детали.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Класс точности для закрытой штамповки –Т4 ГОСТ 7505-89
Группа стали – М3 ГОСТ 7505-89 (стр.8 таблица 1)
Gф = 
![]() L
L ![]() ρ = (
ρ = ( 
![]() 12,6 +
12,6 +
![]() 84,5)
84,5) ![]() 7,8∙10-6 =3,25кг
7,8∙10-6 =3,25кг
Gп: Gф= 3,21:3,25= 0,99
Gф- масса описывающей фигуры
Gп- расчетная масса поковки
Степень сложности – С1 ГОСТ 7505-89 ( стр.28 приложение 2)
![]() =
=![]()
![]()
![]()
где ![]() -коэффициент для
определения ориентировочной расчётной массы поковки
-коэффициент для
определения ориентировочной расчётной массы поковки ![]() =1,5
=1,5
![]() =2,140
=2,140![]() 1,5=3,21 кг
1,5=3,21 кг
Исходный индекс -9 ГОСТ 7505-89 (стр.10 таблица 2)
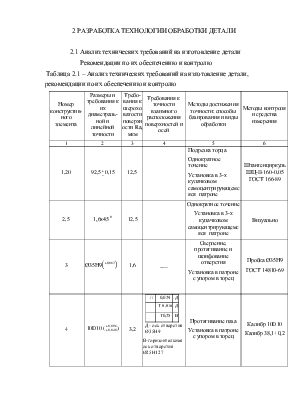
Таблица 2.2−Назначение допусков и припусков на поковку
|
Номиналь- ный размер |
Шерохо- ватость обраб. пов. детали, мм |
Допуск на заг. с указанием предельных отклонений |
Основной припуск на сторону, мм |
Дополнительные припуски |
Расчет-ный припуск на сторону , мм |
||
|
Смещ. по поверхности разъемов штампов |
Изогнутость и др. отклонения формы |
Откланение меж-осевого расстояния |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
92,5 |
12,5 |
1,4 |
1,1 |
0,3 |
- |
- |
1,4 |
|
12-0,43 |
6,3 |
1,2 |
1,3 |
0,3 |
_ |
- |
1,6 |
|
Ø117h14( |
12,5 |
1,6 |
1,2 |
_ |
0.4 |
- |
1,6 |
|
Ø60,5h14 ( |
12,5 |
1,4 |
1,1 |
_ |
0,4 |
_ |
1,5 |
|
33,4( |
12,5 |
1,2 |
1,0 |
0,3 |
_ |
- |
1,3 |
Таблица 2.3−Расчёт размеров заготовки
|
Размер, выдержи-ваемый при обработке заданной поверх-ности детали, мм |
Допуск на размер детали, мм |
Шерохо-ватость обрабаты-ваемой поверх-ности, Ra, мм |
Допуск на размеры заготовки, мм |
Расчётный припуск, мм |
Размер заготовки (расчёт), мм |
Исполнительный размер заготовки с допуском, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
92,5 |
0,15 |
12,5 |
1,4 |
1,4 |
92,5+(2×1,4)=95,3 |
95 |
|
12 |
0,43 |
6,3 |
1,2 |
1,6 |
12+(2х 1,6)=15,2 |
15 |
|
Ø117 |
0,87 |
12,5 |
1,6 |
1,6 |
117+(2х 1,6)=120,2 |
120 |
|
Ø60,5 |
0,74 |
12,5 |
1,4 |
1,5 |
60,5+(2х 1,5)=63,5 |
64 |
|
33,4 |
0,1 |
12,5 |
1,2 |
1,3 |
33,4+(2×1,3)=36 |
36 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.![]() ρ,
кг (2.2)
ρ,
кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,8∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм
 мм3
мм3
 мм3
мм3
Vобщ= V1+V2 (2.4)
Vобщ=4481+6698= 11179 мм3
mотх.мех.обр =11179∙ 7,8∙10-6=0,087 кг
mз=2,140+0,087=2,227 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6)
Нрасх=2,227+2,227∙0,2=2,672кг
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
010 Токарная с ЧПУ (cтанок модели 1П426Ф3)
Обработать поверхности 1,2,3,4,5 согласно карты наладки
020 Горизонтально-протяжная (cтанок модели 7523)
Протянуть отверстие 1
030 Горизонтально-протяжная (cтанок модели 7523)
Протянуть паз 2
040 Горизонтально-протяжная (cтанок модели 7523)
Калибровать отверстие 1
050 Токарная с ЧПУ (cтанок модели 16А20Ф3)
Обработать поверхности 1,2,3,4,5,6,7,8,9,10 согласно карты кодирования информации
060 Токарная с ЧПУ (cтанок модели 16А20Ф3)
Обработать поверхности 1,2,3,4,5,6,7,8 согласно карты кодирования информации
070 Фрезерная с ЧПУ (cтанок модели ГФ2171)
1 Центровать в местах сверления четырех отверстий
2 Сверлить четыре отверстия 1
090 Вертикально- сверлильная (cтанок модели 2Н135)
Сверлить отверстие 1
100 Вертикально-фрезерная (cтанок модели 6Р12)
1 Фрезеровать четыре паза 2 последовательно
130 Промывка
140 Контрольная
150 Термическая
160 Шлифовальная с ЧПУ (cтанок модели 3М722НФ2)
1 Шлифовать отверстие, выдерживая размер 2
180 Промывка
190 Контрольная
Для достижения экономического эффекта и снижения себестоимости изделия предлагается заменить на 010 операции станок 1П426Ф3 на 16А20Ф3, используемый в базовом ТП на операциях 050 и 060 для более полной загрузки оборудования. Операцию 070 Фрезерную с ЧПУ, выполняемую на станке модели ГФ2171 заметить на Сверлильную с ЧПУ, выполняемую на станке модели 2С132Ф3. Предлагаемые изменения в дальнейшем позволят снизить себестоимость изготовления детали, при этом будет выдержано требование по автоматизации и механизации технологического процесса.
В связи с внесенными изменениями проектируемый технологический процесс выглядит следующим образом:
010 Токарная с ЧПУ (cтанок модели 16А20Ф3)
Обработать поверхности 1,2,3,4,5 согласно карты наладки
020 Горизонтально-протяжная (cтанок модели 7523)
Протянуть отверстие 1
030 Горизонтально-протяжная (cтанок модели 7523)
Протянуть паз 2
040 Горизонтально-протяжная (cтанок модели 7523)
Калибровать отверстие 1
050 Токарнаяс ЧПУ (cтанок модели 16А20Ф3)
Обработать поверхности 1,2,3,4,5,6,7,8,9,10 согласно карты кодирования информации
060 Токарнаяс ЧПУ (cтанок модели 16А20Ф3)
Обработать поверхности 1,2,3,4,5,6,7,8 согласно карты кодирования информации
070 Сверлильная с ЧПУ (cтанок модели 2С132Ф3)
1 Центровать в местах сверления четырех отверстий
2 Сверлить четыре отверстия 1
090 Вертикально- сверлильная (cтанок модели 2Н135)
Сверлить отверстие 1
100 Вертикально-фрезерная (cтанок модели 6Р12)
1 Фрезеровать четыре паза 2 последовательно
130 Промывка
140 Контрольная
150 Термическая
160 Шлифовальная с ЧПУ (cтанок модели 3М722НФ2)
1 Шлифовать отверстие, выдерживая размер 2
180 Промывка
190 Контрольная
2.3.2 Выбор и обоснование технологических баз
На первой 010 операции в качестве черновой базы используется наружная необработанная поверхность 16, образующая двойную направляющую базу, и один из торцов 13, образующий базу опорную. Деталь устанавливается в самоцентрирующемся патроне .
На операциях 020,030,040 деталь базируется по необработанной наружной поверхности 11 ,образующая двойную направляющую базу, а упор в торец 1, образует опорную базу. На операции 050и 060 деталь базируется по предварительно обработанному отверстию 3, в которое устанавливается разжимная оправка, образующая двойную направляющую базу, и один из торцов 20, образующий базу опорную. На операциях 090и 100 деталь базируется по отверстиям 3 и 14. На операции 160 деталь базируется по наружной обработанной поверхности 16 с упором в торец 20, образующая двойную направляющую базу, а торец, образует базу опорную.
Сопоставив полученные данные приходим к выводу что соблюдается принцип единства и совмещения баз.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер операции |
Код и модель станка |
Наименование станка |
Стоимость станка, руб. |
Паспортные данные |
||||
|
Габаритные размеры |
Характеристика привода |
Мощность, кВт |
Ряд частот, мин |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
3811633200 16А20Ф3 |
Токарный с ЧПУ |
90143727 |
3,33×1,71 |
Электропривод |
18,5 |
22 ряда частот 12,5…1600 |
б/с |
|
020 |
3817511000 7523 |
Протяжной |
145063408 |
6,34х2,09 |
Электропривод |
17 |
__ |
б/с |
|
030 |
3817511000 7523 |
Протяжной |
145063408 |
6,34х2,09 |
Электропривод |
17 |
__ |
б/с |
|
040 |
3817511000 7523 |
Протяжной |
145063408 |
6,34х2,09 |
Электропривод |
17 |
__ |
б/с |
|
050 |
3811633200 16А20Ф3 |
Токарный с ЧПУ |
90143727 |
3,33×1,71 |
Электропривод |
18,5 |
22 ряда частот 12,5…1600 |
б/с |
|
060 |
3811633200 16А20Ф3 |
Токарный с ЧПУ |
90143727 |
3,33×1,71 |
Электропривод |
18,5 |
22 ряда частот 12,5…1600 |
б/с |
|
070 |
3812133701 2С132Ф3 |
Сверлильный с ЧПУ |
132192072 |
1,58х1,47 |
Электропривод |
4 |
31,5-1400 |
б/с |
Окончание таблицы 2.4
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
090 |
3812132702 2Н135 |
Вертикально-сверлильный |
8954167 |
1,03х0,825 |
Электропривод |
4 |
31-1400 |
б/с |
|
100 |
3816111602 6Р12 |
Вертикально-фрезерный |
16912827 |
2,305х1,95 |
Электропривод |
7,5 |
31,5-1600 |
б/с |
|
160 |
3813122304 3М722НФ2 |
Шлифовальный с ЧПУ |
19821952 |
3,51х2,13 |
Электропривод |
15 |
1500 |
б/с |
Таблица 2.5 – Выбор технологической оснастки
|
Номер операции |
Приспособления |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
Патрон 7102-0080 ГОСТ 24351-80 |
396111 |
Резец проходной 2102-0029 Т15К6 Сверло 2301-0106 ГОСТ 10903-77 |
392191 391290 |
Втулка 6117-4467 |
392800 |
Штангенциркуль ШЦ-II-160-0,05ГОСТ166-89 Пробка Ø34Н12 8133-0948 |
393311 393111 |
|
Продолжение таблицы 2.5 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
020 |
Патрон 6170-4539 |
396110 |
Протяжка 34,6Н10 2400-5010 |
392311 |
Адаптер НП- 202-2 |
392800 |
Пробка 8133-3301Ø34,6Н10 |
393111 |
|
030 |
Патрон 6170-4539 |
396110 |
Протяжка 2405-1283 ГОСТ 18218-90 |
392331 |
Адаптер 7625-4638 |
392800 |
Калибр 10D10 8154-3283 Калибр 38,1+0,2 8315-3187 |
393181 393190 |
|
040 |
Патрон 6170-4538 |
396110 |
Протяжка 34,6Н10 2400-5010 |
392311 |
Адаптер НП- 202-2 |
392800 |
Пробка 8133-3301Ø34,6Н10 |
393111 |
|
050 |
Центр А-1-5-У ЧПУ ГОСТ 8742-75 Оправка 8000-3201 |
396100 392870 |
Резец проходной ТУ2-035-892-82 Резец резьбовой 2662-0005 Т15К6 Резец канавочный 2100-0013 Т15К6 |
392191 392194 392195 |
Державка 6330-5725 |
396190 |
Калибр – скоба 8113-0144 Ø60,5h14 8113-0206 Ø117h14 ГОСТ 18360-93 Ø53,5h14 8119-3171 Штангенциркуль ШЦ-II-160-0,05ГОСТ166-89 Шаблон 14+-0,2 8101-3459 |
393120 393311 393610 |
|
060 |
Оправка 8000- 3201 |
392870 |
Резец проходной ТУ2-035-892-82 Резец 2150-3009 Т15К6 |
392191 |
Оправка 8000- 3201 |
392870 |
Калибр – скоба 8113-0163 Ø56h14 8119-3376 Ø48,5-0,08 8102-0004 12h14 Штангенциркуль ШЦ-I-125-0,1 ГОСТ166-89 Шаблон радиусный ГОСТ 4126-82 92,5 8102-1306 38,1+-0,3 8101-4274 |
393120 393311 393611 393610 |
|
070 |
Приспособление 7388-6053 Патрон 6160-4465-02 |
396100 396110 |
Сверло центровочное 2317-0109 Сверло2301-0079 ГОСТ 10903-77 Зенкер 2323-3095 |
391268 391290 391620 |
Втулка 6117-4467-04 Втулка 6117-4467-02 |
392800 |
Калибр на расположение 8368-4887-01 Калибр-пробка 8133-0939 Ø25Н12 |
393190 393111 |
|
090 |
Кондуктор 7330-4609 |
396100 |
Сверло 2301-0028 ГОСТ 10903-77 |
391210 |
Втулка 6100-0141 ГОСТ 13598-85 |
392800 |
Калибр 8358-5279-01 Калибр-пробка 8133-0922 10Н14 Шаблон 8,5+-0,2 8151-4323 |
393190 393610 |
|
100 |
Приспособление 7230-4108 Цанга 6112-4282-02 |
396100 392870 |
Фреза 2235-3019 |
391834 |
Ограждение винта 9308-00.00 |
392800 |
Штангенциркуль ШЦ-II-160-0,05ГОСТ166-89 Шаблон 8,5+0,36 8154-3593 Шаблон 18+-0,2 8101-3460 |
393311 393610 |
|
160 |
Патрон 7100-0035 ГОСТ 2675-80 Кулачки 1-353-7157-9475 |
396100 392870 |
Шлифовальный круг 25А 40-П СТ1 7КА ГОСТ 2424-83 |
397730 |
Оправка 8800-3157 |
392870 |
Калибр-пробка 8133-0949 Ø35Н9 Нутромер НИ 18-50 ГОСТ 868-82 Прибор проверки на биение |
393110 394250 394343 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали
|
Последовательность механической обработки Ø35Н9 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шерохова-тость, Rа, мкм |
|||
|
Поковка |
- |
100 |
Базирование в 3-х кулачковом патроне по наружной поверхности с упором в торец |
- |
|
Сверление отверстия |
12(0,25) |
12,5 |
0.1 |
|
|
Протягивание отверстия |
10(0,1) |
3,2 |
0.1 |
|
|
Шлифование отверстия |
9(0,062) |
1,6 |
0.1 |
|
Погрешность установки:
![]() (2.7)
(2.7)
где EБ – погрешность базирования, мм; EБ = 0
EЗ – погрешность закрепления, мм; Eз=0,1
![]() мм
мм
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø35Н9 |
Rz |
h |
ρ |
EУ |
Рас-чет-ный при-пуск 2Zmin |
Расчетный размер Dp |
До-пуск Т |
Предельный размер |
Предельный размер |
||
|
d или D max |
d max или D |
2Zminпр |
2Zmax пр |
||||||||
|
Поковка |
0.16 |
0.2 |
0,86 |
— |
— |
31,942 |
1,4 |
30,5 |
31,9 |
— |
— |
|
Сверление отверстия |
0.04 |
0.06 |
0,052 |
0,1 |
2,45 |
34,392 |
0.25 |
34,14 |
34,39 |
2,49 |
3,64 |
|
Протягивание отверстия |
0.004 |
0.006 |
0,043 |
0,1 |
0,43 |
34,822 |
0.16 |
34,66 |
34,82 |
0,43 |
0,52 |
|
Шлифование отверстия |
0.002 |
0,004 |
0.0043 |
0,1 |
0,24 |
35,062 |
0.062 |
35 |
35,062 |
0,242 |
0,34 |
|
Суммарный припуск: |
3,162 |
4,5 |
|||||||||
![]() (2.8)
(2.8)
где ![]() погрешность
по смещению , мм
погрешность
по смещению , мм
![]() погрешность
по короблению , мм
погрешность
по короблению , мм
ρсм=0,7 мм
ρкор=Δк∙D=0,5мм
![]() 0,86мм
0,86мм
ρост =Ку х ρзаг
ρсверл=0,86∙0,06=0,052 мм
ρпротяг=0,86∙0,05=0,043 мм
ρшлиф=0,86∙0,005=0,0043мм
 (2.9)
(2.9)
где ![]() -
величина
микронеровностей предыдущего перехода
-
величина
микронеровностей предыдущего перехода
![]() -
толщина
поверхностного слоя оставшегося от предыдущего перехода
-
толщина
поверхностного слоя оставшегося от предыдущего перехода
![]() -
суммарное
значение пространственных отклонений оставшихся от предыдущего перехода
-
суммарное
значение пространственных отклонений оставшихся от предыдущего перехода
![]() -
погрешность
установки
-
погрешность
установки
![]() 2,45 мм
2,45 мм
![]() 0,43 мм
0,43 мм
![]() 0,24 мм
0,24 мм
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TDз-ТDД
4.5-3.162=1,4- 0,062
1,338 1,3338
2Zoном=2Zomin+Вз- ВД=3,162+0,9-0,062=4 мм
Dзном= DДном-2Zoном=35- 4=31мм
Размер
заготовки: Ø31![]()
Схема расположения припусков представлена на рисунке 2.1
Рисунок 2.1 Схема расположения припусков
Таблица 2.8 – Табличный расчет припусков
|
Переходы механической обработки поверхности Ø56h14 |
Точность обработки |
Припуск табличный, 2Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Черновое точение |
h14 |
0,47 |
12,5 |
2,5 |
56 |
|
Поковка |
— |
1,4 |
100 |
— |
56+2.5=58,5 |
Размер заготовки: Ø58,5![]()
2.4.2 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
Аналитический расчет режимов резания
Операция 010 −Токарная с ЧПУ
Точить поверхность 9
I Выбор режущего инструмента
Для обработки принята проходной упорный резец оснащенный пластинками
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.