


3 РАСЧЁТНО КОНСТРУКТОРСКИЙ АНАЛИЗ СТАНОЧНОГО
ПРИСПОСОБЛЕНИЯ
3.1 Описание конструкции и принцип работы приспособления
Согласно технологическому процессу на операции 010 Токарная с ЧПУ используется специальный трёхкулачковый патрон, устанавливаемый на станке модели ТС800.
Деталь устанавливается в специальные кулачки 6. При подаче жидкости в штоковую полость гидроцилиндра шток тянет ползун5, который поворачивает рычаги 10. Рычаг сводит кулачки, которые зажимают деталь.
Для разжима детали жидкость поступает в поршневую полость, поршень толкает шток-ползун. Ползун поворачивает рычаги, которые разводят кулачки и разжимают деталь. Гидроцилиндр зажима закреплён на заднем конце шпинделя на фланце.
Привод механического зажима патрона осуществляется механизмом зажима через тягу, соединяющую поршень цилиндра и патрон.
3.2 Расчёт погрешности установки детали в приспособлении
Данный раздел дипломного проекта предлагаю вести в табличной форме.
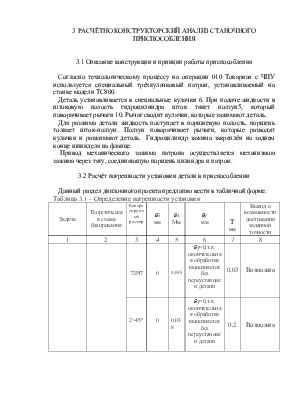
Таблица 3.1 – Определение погрешности установки
|
Задача |
Теоретическая схема базирования |
Контролируемый размер |
Eб мм |
Eз Мм |
Eу мм |
Тмм |
Вывод о возможности достижения заданной точности |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
72Н7 |
0 |
0,038 |
Eу=0,т.к. окончательная обработка выполняется без переустановки детали |
0,03 |
Возможна |
||
|
2×45° |
0 |
0,038 |
Eу=0,т.к. окончательная обработка выполняется без переустановки детали |
0,2 |
Возможна |
окончание таблицы3.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
30 |
0 |
0,038 |
Eу=0,т.к. окончательная обработка выполняется без переустановки детали |
0,52 |
Возможна |
||
|
72,5 |
0 |
0,038 |
Eу=0,т.к. окончательная обработка выполняется без переустановки детали |
0,05 |
Возможна |
3.2Расчёт параметров силового органа приспособления
Рисунок 3.1—Схема действия сил зажима
Сила резания Рz=10СрtxSyVuKp,H
Где :t-глубина резанья,мм;t=4мм
S-подача оборотная мм/об;S=0,3мм/об
V-скорость резанья м/мин;V=211м/мин
Cp,Kp,x,y,u- коэффициенты и показатели степени;
Ср=92;Кр=0,96;х=1;у=0,75;u=0
Рz=10×92×41×0,30,75×2110×0,96=1432Н=1,43кН
Рассчитываем зажимную силу W по формуле:
![]() =W, Н
=W, Н
Где: L-длинна заготовки;L=32мм
D- диаметр базовой поверхности;D=135мм
f- коэффициент трения на рабочих поверхностях кулачков;f=0,25
к- коэффициент запаса;к=2,72
![]()
Усилие, развиваемое на штоке гидроцилиндра, рассчитываем по формуле:
Q=n×k1×(1+![]() ) ×
) ×![]() ×Wo×
×Wo×![]() ;Н
;Н
Где: D1- ø обрабатываемой поверхности,мм;D1=186мм;
D- ø базовой поверхности,мм;D=135мм;
n-количество кулачков,шт;n=3;
к1-коэф. доп. сил трения;к1=1,05;
f1-коэф. трения в направляющих кулачков;f=0,10;
l-длинна направляющей части кулачка, мм;l=127;
l1-вылет кулачка от его опоры до центра приложения усилия зажима,мм l1=70;
W- требуемое усилие зажима на каждом кулачке в зависимости от диаметра обработки,Н;W=4912Н;
![]() -плечи рычага, мм;а=20мм;b=200мм;
-плечи рычага, мм;а=20мм;b=200мм;
Q=3×1,05×(1+![]() )×
)×![]() ×4912×
×4912×![]() =5657Н=5,7кН
=5657Н=5,7кН
Необходимо определить ø цилиндра по формуле, приняв давление жидкости ![]() и механический КПД гидроцилиндра n=0,95:
и механический КПД гидроцилиндра n=0,95:
D= ,мм;
,мм;
D= =43мм
=43мм![]() 100мм;
100мм;
Следовательно гидроцилиндр станка обеспечит необходимое усилие зажима.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.