














2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
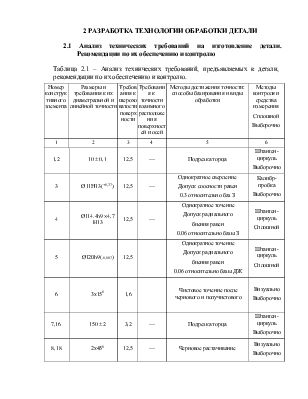
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения Сплошной Выборочно |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1,2 |
10 |
12,5 |
— |
Подрезка торца |
Штанген-циркуль Выборочно |
|
|
3 |
Ø11Н13(+0,27) |
12,5 |
— |
Однократное сверление Допуск соосности равен 0.3 относительно баз З |
Калибр- пробка Выборочно |
|
|
4 |
Ø114.4h9 |
12,5 |
— |
Однократное точение Допуск радиального биения равен 0.06 относительно базы З |
Штанген-циркуль Сплошной |
|
|
5 |
Ø120h9(-0,087) |
12,5 |
Однократное точение Допуск радиального биения равен 0.06 относительно базы ДЖ |
Штанген-циркуль Сплошной |
||
|
6 |
3х150 |
1,6 |
Чистовое точение после чернового и получистового |
Визуально Выборочно |
||
|
7,16 |
150 |
3,2 |
— |
Подрезка торца |
Штанген-циркуль Выборочно |
|
|
8,18 |
2х450 |
12,5 |
— |
Черновое растачивание |
Визуально Выборочно |
|
|
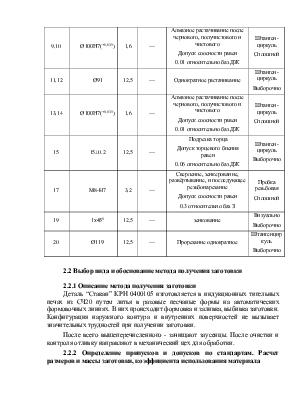
9,10 |
Ø100Н7(+0,035) |
1,6 |
— |
Алмазное растачивание после чернового, получистового и чистового Допуск соосности равен 0.01 относительно баз ДЖ |
Штанген-циркуль Сплошной |
|
|
11,12 |
Ø91 |
12,5 |
— |
Однократное растачивание |
Штанген-циркуль Выборочно |
|
|
13,14 |
Ø100Н7(+0,035) |
1,6 |
— |
Алмазное растачивание после чернового, получистового и чистового Допуск соосности равен 0.01 относительно баз ДЖ |
Штанген-циркуль Сплошной |
|
|
15 |
15±0.2 |
12,5 |
— |
Подрезка торца Допуск торцевого биения равен 0.06 относительно баз ДЖ |
Штанген-циркуль Выборочно |
|
|
17 |
M8-H7 |
3,2 |
— |
Сверление, зенкерование, развёртывание, и последующее резьбонарезание Допуск соосности равен 0.3 относительно баз З |
Пробка резьбовая Сплошной |
|
|
19 |
1х450 |
12,5 |
— |
зенкование |
Визуально Выборочно |
|
|
20 |
Ø119 |
12,5 |
— |
Прорезание однократное |
Штангенциркуль Выборочно |
|
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Деталь “Стакан” КРН 0400105 изготовляется в индукционных тигельных печах из СЧ20 путем литья в разовые песчаные формы на автоматических формовочных линиях. В них происходит формовка и заливка, выбивка заготовки. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки.
После всего вышеперечисленного - зачищают заусенцы. После очистки и контроля отливку направляют в механический цех для обработки.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – СЧ20
Точность отливки – 9-5-9-9 по ГОСТ 26645-85
Таблица 2.2 – Назначение допусков и припусков на отливку
|
Номинальный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
Ряд припусков |
Минимальный припуск, мм |
Общий припуск, мм |
Расчетный припуск на размер отливки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
150 |
2 |
0.4 |
2 |
5 |
0.5 |
2.4 |
2.9 |
|
Ø 91 |
1.8 |
0.32 |
2 |
5 |
0.5 |
1 |
1.5 |
|
Ø 100 |
1.8 |
0.32 |
2 |
5 |
0.5 |
1.1 |
1.6 |
|
Ø 120 |
2 |
0.32 |
2 |
5 |
0.5 |
2.9 |
3.4 |
|
14.7 |
1.1 |
0.32 |
1.2 |
5 |
0.5 |
1.7 |
2.2 |
Таблица 2.3 – Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шерахова-тость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполни-тельный размер заготовки, мм |
|
150 |
2 |
3,2 |
2 |
2.9 |
150+2∙2,9=155.8 |
156 |
|
Ø 91H14 |
0.087 |
12,5 |
1,8 |
1.5 |
91-2∙1.5=88 |
Ø88( |
|
Ø 100H7(+0.036) |
0.036 |
1.6 |
1,8 |
1.6 |
100-2∙1.6=96.8 |
97( |
|
Ø 120h9(-0.087) |
0.087 |
12.5 |
2 |
3.4 |
120+2∙3.4=126.8 |
Ø127( |
|
14.7( |
0.08 |
3.2 |
1.1 |
2.2 |
14.7-2.2=12.5 |
Ø13( |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,1∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
![]() мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
![]() мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ= V1+V2+V3+V4+V5+V6+ V7 (2.4)
Vобщ= 58+4215+12526+70577+113+4215+10809=102513 мм3
mотх.мех.обр =102513∙ 7,1∙10-6=0,72 кг
mз=4,126+0,72=4,846 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх=4,846 +4,846 ∙0,10=5,32 кг
 ч
ч
КИМ получился меньше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте. (КИМ≥0,75).
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Базовый тех-процесс состоит из операций:
010 Токарно-винторезная (станок модели 1М63)
020 Токарная с ЧПУ (станок модели 1П426Ф3)
030 Токарная с ЧПУ (станок модели 1П426Ф3)
040 Токарная с ЧПУ (станок модели 1П426Ф3)
050 Алмазно-расточная (станок модели ОС8223)
060 Вертикально-сверлильная (станок модели 2Н135)
070 Вертикально-сверлильная (станок модели 2Н135)
080 Резьбонарезная (станок модели 2Н135)
100 Токарная с ЧПУ (станок модели 1П426ПМФ3)
Недостатком базового технологического процесса является: то что слишком много операций затрачивается на обработку данной детали.
Таким образом, целесообразно совместить операции 020;030;040; 050;060; 070;080 и обработать заготовку на комплексном станке с ЧПУ модели ИР500ПМФ4. Операцию 100 заменяем токарно-винторезным станком 1М63 так как данные поверхности детали позволяют обработать их на станке без применения ЧПУ.
Таким образом, проектируемый технологический процесс будет выглядеть следующим образом:
010 Токарно-винторезная (станок модели 1М63)
1 Точить поверхность 5 с фаской 6 предварительно
020 Комплексная с ЧПУ (станок модели ИР500ПМФ4)
1 Фрезеровать торец 7 окончательно
2 Фрезеровать торец 16 окончательно
3 Центровать 4 отверстия 3, 4 отверстия 17,
4 Сверлить 4 отверстия 3; Сверлить 4 отверстия 17;
5 Развёртывать 4 отверстия 17
6 Зенковать фаску в 4 отверстиях 17;
7 Нарезать резьбу в 4 отверстиях 17;
8. Расточить отверстие 12 окончательно;
9 Расточить отверстия 14 предварительно;
10 Расточить фаску 18;
11 Расточить отверстие 11 окончательно;
12 Расточить отверстие 10 предварительно;
13 Расточить фаску 8;
14 Расточить отверстия 10 окончательно;
15 Расточить отверстие 14 окончательно;
030.Токарно-винторезная (станок модели 1М63)
1 Точить поверхность 5 с фаской 6 окончательно;
2 Подрезать торец 15;
3. Точить канавку 4;
2.3.2 Выбор и обоснование технологических баз
В качестве черновой базы для 010;030 операции выбирается наружная поверхность Ø155 мм протяженностью 12 мм, и один из торцов 7; на данной операции обрабатываются торцы, и наружная поверхность. На 020 операции в качестве базы применяют наружную поверхность 5 протяженностью 138 мм.
2.3.3 Выбор оборудования и технологической оснастки
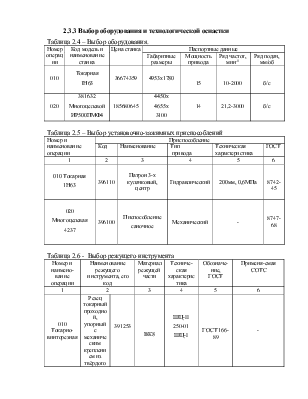
Таблица 2.4 – Выбор оборудования.
|
Номер операции |
Код модель и наименование станка |
Цена станка |
Паспортные данные |
|||
|
Габаритные размеры |
Мощность привода |
Ряд частот, мин-1 |
Ряд подач, мм/об |
|||
|
010 |
Токарная 1Н63 |
36674359 |
4953х1780 |
15 |
10-2000 |
б/с |
|
020 |
381632 Многоцелевой ИР500ПМФ4 |
185680645 |
4450х 4655х 3100 |
14 |
21,2-3000 |
б/с |
Таблица 2.5 – Выбор установочно-зажимных приспособлений
|
Номер и наименование операции |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
ГОСТ |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 Токарная 1Н63 |
396110 |
Патрон 3-х кулачковый, центр |
Гидравлический |
200мм, 0,6МПа |
8742-45 |
|
020 Многоцелевая 4237 |
396100 |
Писпособление саночное |
Механический |
- |
8747-68 |
Таблица 2.6 - Выбор режущего инструмента
|
Номер и наимено- вание операции |
Наименование режущего инструмента, его код |
Материал режущей части |
Техниче-ская характеристика |
Обозначе-ние, ГОСТ |
Применя-емая СОТС |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
010 Токарно-винторезная |
Резец токарный проходной, упорный с механическим креплением из твёрдого сплава |
391253 |
ВК8 |
ШЦ-II 250-01 ШЦ-I |
ГОСТ 166-89 |
- |
|
020 Многоцелевая 4237 |
Фреза торцовая, Резец расточной, Сверло для центрования, Метчик М8х1,5 Развертка коничес-кая Сверло |
391890 392191 391290 391391 391391 391791 |
ВК8 ВК8 ВК8 Р6М5 Р6М5 Р6М5 |
25x25 1 1 |
ГОСТ 2092-77 ГОСТ 3266-81 ТУ 2 035 892 82 |
- - - |
Таблица 2.7 - Выбор вспомогательного инструмента
|
Номер и наимено-вание операции |
Наименование вспомо-гательно-го инструмента, его код |
Установка |
Обозначение, ГОСТ |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010 Токарная 1Н63 |
392800 Резцедержка |
В револьверную головку |
25×25 |
Винтами |
20×20 |
— |
|
020 Многоцелевая 4237 |
Втулка 393203 |
От шпинделя |
- |
Механическое крепление |
По величине отверстия |
− |
Таблица 2.8 - Выбор измерительного инструмента.
|
Номер и наимено-вание операции |
Наименовние инструмента, его код |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряе-мого размера |
Обзначение, ГОСТ |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 Токарная 1Н63 |
Штангенциркуль 39 3311 |
125 |
0,1 |
0,6 |
166-89 |
|
020 Многоцелевая 4237 |
Колибр-пробка 393141 Резьбовой колибр-пробка 393161 Нутрометр 393450 Штангенциркуль 393311 ШЦ-I; 125-0,5-2 |
Ø100+0.035 M8H7 27(0,87); 12(0,35) 55±0,3 |
0,01 0,05 0,5 |
0,03 0,035 0,8 |
ГОСТ 18360-93 ГОСТ 185-89 ГОСТ 19450-81 ГОСТ 166-89 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.9 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø100H7(+0.035) |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Черновое растачивание |
13(0,54) |
12,5 |
Базируем по наружному обработанному контуру детали |
E E |
|
Получистовое растачивание |
10(0,14) |
6,3 |
Без переустановки детали с заменой инструмента |
EИНД.=0,05 |
|
Чистовое растачивание |
8(0,057) |
3,2 |
||
|
Алмазное растачивание |
7(0,035) |
1,6 |
||
Погрешность установки:
![]() (2.7)
(2.7)
где EБ – погрешность базирования, мм;
E![]() =0 мм
=0 мм
EЗ – погрешность закрепления, мм; Eз=0,12 мм
![]() мм
мм
![]()
Таблица 2.10 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø100Н7(+0.035) |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный размер |
||
|
Dmax |
Dmin |
2Zmaxп |
2Zminпр |
||||||||
|
Отливка |
0,6 |
0,6 |
0,9 |
— |
— |
97,213 |
1,8 |
99,01 |
97,21 |
— |
— |
|
Черновое растачивание |
0,05 |
0,05 |
0,045 |
0,12 |
2,05 |
99,263 |
0,35 |
99,61 |
99,26 |
0,6 |
2,05 |
|
Получистовое растачивание |
0,02 |
0,035 |
0,036 |
0,05 |
0,334 |
99,597 |
0,140 |
99,737 |
99,597 |
0,127 |
0,337 |
|
Чистовое растачивание |
0,01 |
0,025 |
0,0045 |
0,05 |
0,233 |
99,83 |
0,057 |
99,888 |
99,831 |
0,234 |
0,234 |
|
Алмазное растачивание |
0,005 |
0,01 |
0,0018 |
0,05 |
0,17 |
100 |
0,035 |
100,035 |
100 |
0,147 |
0,169 |
|
Суммарный припуск: |
1,1 |
2,79 |
|||||||||
Т3 – Тв = 2Zminпр - 2Zmaxпр = 1,8-0,035=2,97-1,1
1,765=1,69
![]() (2.8)
(2.8)
ρсм=Т/2=1,8/2=0,9 мм
ρкор=Δк∙D=1∙0,1=0,1 мм
![]() мм
мм
ρчерн=0,9∙0,05=0,045 мм
ρпол=0,9∙0,04=0,036 мм
ρчист=0,9∙0,005=0,0045 мм
ρ![]() =0,9∙0,002=0,0018 мм
=0,9∙0,002=0,0018 мм
 (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TДз-ТДД
6,349-2,084=4,3-0,035
4,2=4,2
2Zoном=2Zomin+ВДз- ВДД=2,79+0,9-0,035=3,655 мм
Дзном= ДДном-2Zoном=100-3,655 =96,345 мм
Таблица 2.11 – Табличный расчет припусков.
|
Переходы механической обработки поверхности Ø120h9 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
Чистовое растачивание |
h9 |
0,087 |
1.6 |
0,6 |
Ø120h9 |
|
Получистово растачивание |
h12 |
0,35 |
6,3 |
0,9 |
120+0.6=120.6 |
|
Черновое растачивание |
h14 |
0.87 |
12,5 |
4,0 |
120.6+0,9=121,5 |
|
Отливка |
— |
2 |
630 |
5,5 |
121,5+4,0=125.5 |
Размер заготовки: Ø125.5![]() 1
1
2.4.2 Определение режимов резания на проектируемые операции. Сводная таблица режимов резания
Аналитический расчет режимов резания.
Операция 020.
Фрезеровать торец 7
1 Выбор режущего инструмента
Для обработки принята торцовая насадная фреза со вставными ножами, оснащенная пластинами из твердого сплава по ГОСТ 24359-80.
Дф=125 мм; dо=40 мм; z=8; l=55 мм.
Материал режущей части ВК8.
2 Расчет режимов резания
а) Глубина резания t=2,9 мм б) Подача:
рекомендуемая: Sz= 0,25-0,38 мм/зуб принимаемая: Sz= 0,3 мм/зуб в) Стойкость:
Т=180 мин г) Скорость резания:
 (2.10)
(2.10)
где Сν=445; q=0,2;
х=0,15; y=0,35;
u=0,2; р=0;
m=0,32; В=100 мм.
Кν=Кмν∙Кпν∙Кuν, (2.11)
 (2.12)
(2.12)
где n=1,25;
Кпν=0,8;
Кuν=0,83.
Кν=1,21∙0,8∙0,83=0,8
 м/мин д) Частота вращения:
м/мин д) Частота вращения:
 ,
(2.13)
,
(2.13)
 мин-1
мин-1
корректировка по паспорту станка: n=291 мин-1 е) Действительная скорость резания:
 ,
(2.14)
,
(2.14)
 м/мин ж) Минутная подача:
м/мин ж) Минутная подача:
Sм=Sz∙z∙nст (2.15)
Sм=0,3∙8∙291=698,4 мм/мин корректировка по паспорту станка: Sм=700 мм/мин з) Силу резания:
 (2.16)
(2.16)
где Ср=50; u=1,14;
х=0,9; q=1,14;
y=0,72; w=0;
 (2.17)
(2.17)
 Н
Н
и) Крутящий момент:
 (2.18)
(2.18)
 Н∙м к) Мощность
резания:
Н∙м к) Мощность
резания:
 (2.19)
(2.19)
 кВт л) Проверочный
расчет мощности:
кВт л) Проверочный
расчет мощности:
Nрез≤1,2Nдв∙η (2.20)
Nдв=14 кВТ
η=0,7
5,61≤1,2∙14∙0,7
5,61≤11,76
3 Машинное время
а) Длина резания:
lрез=100 мм б) Длина рабочего хода:
Lр.х.=lрез+y+Δ (2.21)
y=Дфр.=125 мм
Δ=2 мм
Lр.х.=100+125+2=227 мм в) Машинное время:
 (2.22)
(2.22)
 мин
мин
Табличный расчет режимов резания.
Операция 020.
Расточить отверстие 10;14
1 Выбор режущего инструмента
Для обработки принят расточной резец c углом в плане ![]() =95
=95![]() , снащён твердым сплавом
ВК4. Сечение державки Н
, снащён твердым сплавом
ВК4. Сечение державки Н![]() В=16
В=16![]() 16
16
Геометрические параметры ![]() =95
=95![]() ,
, ![]() ,
, ![]() , r=0,5мм.
, r=0,5мм.
2 Расчет режимов резания
а) Глубина резания t= =
= мм
мм
t==мм б) Подача:
рекомендуемая: Sо= 0,6 мм/об принимаемая: Sо= 0,6 мм/об в) Стойкость:
Т=120 мин г) Скорость резания (см. формула 2.13):
![]() =
=![]()
![]() м/мин
м/мин
![]()
![]() 48 м/мин
48 м/мин
К![]()
К![]()
К![]()
![]() =48
=48![]() м/мин д) Частота вращения:
м/мин д) Частота вращения:
 мин-1
мин-1
 мин-1
мин-1
Корректируем n![]() =145 мин-1
=145 мин-1
е) Действительная скорость резания:
![]() =
= м/мин
м/мин
![]() = м/мин ж) Проверочный
расчёт по мощности станка:
= м/мин ж) Проверочный
расчёт по мощности станка:
Р![]() =Р
=Р![]() кг
кг
Р![]() кг
кг
К![]()
К![]()
Р![]() =120
=120![]() кг ж) Мощность
резания:
кг ж) Мощность
резания:
Nрез=3,67 кВт з) Проверочный расчет мощности (см. формула 2.20):
Nдв=7,5 кВТ
η=0,7
3,67≤1,2∙7,5∙0,7
3,67≤6,3
3 Машинное время
а) Машинное время (см. формула 2.22):
 мин а) Длина рабочего хода:
мин а) Длина рабочего хода:
![]() мм
мм
![]() мм
мм
 мин
мин
 мин
мин
Таблица 2.9 – Сводная таблица режимов резания.
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В, мм |
t, мм |
lРЕЗ, мм |
LРХ, мм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, Мин |
ТМВ, мин |
|||
|
SО, мм об |
SМ, мм мин |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
||
|
010 1Н63 |
1 |
Точить поверхность 5 с образованием фаски 6 |
120,5 |
2,5 |
135 |
137 |
1 |
0,3 |
90 |
300 |
113,5 |
1,5 |
0,1 |
||
|
020 ИР500ПМФ4 |
1 |
Фрезеровать торец 7 |
120 |
2,9 |
120 |
244 |
1 |
- |
700 |
291 |
109,6 |
0,34 |
0,09 |
||
|
2 |
Повернуть стол на 180 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,5 |
|||
|
3 |
Фрезеровать торец 16 |
133 |
2,9 |
139 |
264 |
1 |
- |
700 |
291 |
127 |
0,37 |
0,09 |
|||
|
4 |
Смена инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
5 |
Центровать 4 отверстия 3, 4 отверстия 17 |
10 |
4 |
4 |
6 |
8 |
0,2 |
60 |
300 |
9,4 |
0,1 |
0,48 |
|||
|
6 |
Смена инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
7 |
Сверлить 4 отверстия 3 Сверлить 4 отверстия 17 |
11 8 |
5,5 4 |
12 12 |
16 16 |
4 4 |
0,2 0,2 |
60 60 |
300 300 |
10,3 7,5 |
0,26 0,26 |
0,48 |
|||
|
8 |
Смена Инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
9 |
Развернуть 4 отв. 17 |
8 |
1 |
12 |
16 |
4 |
0,2 |
60 |
300 |
7,5 |
0,26 |
0,24 |
|||
|
10 |
Смена Инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
11 |
Рассверлить фаску 17 в 4 отв |
12 |
1 |
1 |
4 |
4 |
0,2 |
60 |
300 |
7,5 |
0,06 |
0,24 |
|||
|
12 |
Смена Инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
13 |
Нарезать резьбу в 4 отв. 17 |
М8-7Н 1,5 |
0,81 |
12 |
26 |
4 |
1,5 |
450 |
300 |
7,5 |
0,057 |
0,24 |
|||
|
14 |
Смена Инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
15 |
Расточить Отверстие12 Окончательно |
91 |
1,5 |
10 |
14 |
1 |
0,3 |
180 |
601 |
171,7 |
0,07 |
0,06 |
|||
|
16 |
Расточить Отверстие 14 с образованием фаски 18 предварительно |
96,8 99,8 |
1 0,5 |
27,7 2 |
30 5 |
1 |
0,2 |
60 |
300 |
90,7 93,2 |
0,5 0,08 |
0,04 |
|||
|
17 |
Повернуть стол на 180 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,5 |
|||
|
18 |
Расточить Отверстие11 Окончательно |
91 |
1,5 |
10 |
14 |
1 |
0,3 |
180 |
601 |
171,7 |
0,07 |
0,06 |
|||
|
19 |
Расточить Отверстие 10 с образованием фаски 8 предварительно |
96,8 99,8 |
1 0,5 |
23,3 2 |
25 5 |
1 |
0,2 |
60 |
300 |
90,7 93,2 |
0,41 0,08 |
0,06 |
|||
|
20 |
Смена Инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,3 |
|||
|
21 |
Расточить Отверстие 10 с образованием фаски 8 окончательно |
100 102 |
0,6 1,1 |
23,3 2 |
25 5 |
1 |
0,01 |
60 |
450 |
141,3 144,2 |
0,4 0,08 |
0,06 |
|||
|
22 |
Повернуть стол на 180 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
0,5 |
|||
|
23 |
Расточить Отверстие 14 с образованием фаски 18 предварительно |
100 102 |
0,6 1,1 |
27,7 2 |
30 5 |
1 |
0,01 |
60 |
450 |
141,3 144,2 |
0,5 0,08 |
0,06 |
|||
|
Итого: 7,37 |
5,74 |
||||||||||||||
|
030 1Н63 |
1 |
Точить поверхность 5 с образованием фаски 6 окончательно |
120 |
0,25 |
135 |
137 |
1 |
0,25 |
100 |
400 |
150 |
1,37 |
0,1 |
||
|
2 |
Подрезать торец 15 |
155 |
2,5 |
17,5 |
20 |
1 |
0,3 |
90 |
300 |
18,84 |
0,22 |
0,1 |
|||
|
3 |
Смена Инструмента |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
- |
|||
|
4 |
Точить канавку 4 |
110 |
5 |
5 |
7 |
1 |
0,3 |
90 |
300 |
6,5 |
0,07 |
0,1 |
|||
2.4.3 Нормирование проектируемой операции. Сводная таблица норм времени
020 Комплексная с ЧПУ
1. Основное время обработки:
Тмо=0,34+0,37+0,1*8+0,26*12+0,06*4+0,057*4+0,07+0,58+0,07+0,49+0,48+0,58=7,37 мин
2. Машинное вспомогательное время:
Тмв=0,09+0,5+0,09+0,3+0,48+0,3+0,48+0,3+0,24+0,3+0,24+0,3+0,24+0,3+0,06+0,04+0,5+0,06+0,06+0,3+0,06+0,5+0,06=5,74мин
3. Время цикла автоматической работы станка:
ТЦа=Тмо+Тмв (2.23)
ТЦа= 7,37+5,74=13,11 мин
4. Вспомогательное время:
Тв= tус+ tуп+ tизм (2.24)
где tус – время на установку и снятие заготовки, мин;
tУП – время на приемы управления станком;
tИЗМ – время на измерение;
tус=tуст+tзаж=0,15+0,37=0,52 мин
tуп=tвк.отк+tщ=0,04+0,03=0,07 мин
tизм=0,13+0,21+0,1+0,6+0,1=1,84 мин
Так как время на измерение перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
Тв=0,52+0,07=0,59 мин
5. Оперативное время обработки:
Топ=ТЦа+Тв (2.25)
Топ=13,11+0,59=13,7 мин
6. Время на организацию технического обслуживания:
αОБС=7% αОТЛ=7%
7. Штучное время:
 (2.26)
(2.26)
 мин
мин
8. Подготовительно-заключительное время:
Тпз=ТпзОРГ+ТпзНАЛ (2.27)
а) Подготовительно-заключительное время на организационные моменты, мин:
ТпзОРГ=tпол+tозн+tи-ж (2.28)
tпол=10 мин
tозн=2 мин
tи-ж=3 мин
ТпзОРГ=10+2+3=15 мин б) Подготовительно-заключительное время на наладку станка, мин:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.