2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
Для выполнения данного раздела курсового проекта составим таблицу 2.1
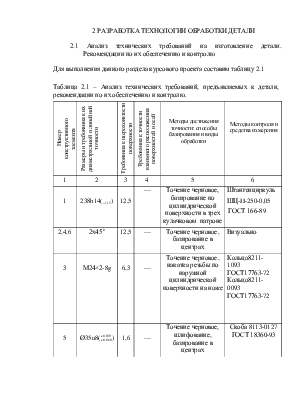
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
238h14( |
12,5 |
— |
Точение черновое, базирование по цилиндрической поверхности в трех кулачковом патроне |
Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-89 |
|
2,4,6 |
2х45 |
12,5 |
— |
Точение черновое, базирование в центрах |
Визуально |
|
3 |
М24×2-8g |
6,3 |
— |
Точение черновое, накатка резьбы по наружной цилиндрической поверхности на ноже |
Кольцо8211-1093 ГОСТ17763-72 Кольцо8211-0093 ГОСТ17763-72 |
|
5 |
Ø35u8( |
1,6 |
— |
Точение черновое, шлифование, базирование в центрах |
Скоба 8113-0127 ГОСТ 18360-93 |
продолжение таблицы 2.1
|
7 |
Ø46f8( |
1,6 |
— |
Точение черновое, шлифование, базирование в центрах |
Скоба 8113-0137 ГОСТ18360-93 |
|
8 |
2,5×100 |
12,5 |
— |
Зенковка, базирование по внутренней цилиндрической поверхности на цилиндрической оправке |
Визуально |
|
9,11 |
40h14( |
12,5 |
— |
Фрезерование, базирование по внутренней цилиндрической поверхности на цилиндрической оправке в тисках |
ШЦ-I-125-0,1-2 ГОСТ 166-89 |
|
10 |
Ø25Н9( |
1,6 |
— |
Сверление ,зенкерование, развертывание, базирование по наружной цилиндрической поверхности в тисках с призматическими губками |
Калибр-пробка 8133-0939 ГОСТ 14810-69 |
|
12 |
2,5×100 |
12,5 |
— |
Зенковка, базирование по внутренней цилиндрической поверхности на цилиндрической оправке |
Визуально |
|
13 |
Ø46h14( |
12,5 |
— |
Точение черновое, базирование в центрах с центром поводковым передним |
ШЦ-I-125-0,1-2 ГОСТ 166-89 |
окончание таблицы 2.1
|
14 |
Ø5H14( |
12,5 |
— |
Сверление базирование по наружной цилиндрической поверхности в кондукторе |
Калибр-пробка 8133-0910 ГОСТ 14810-69 |
|
15 |
Ø21Н13( |
12,5 |
— |
Точение черновое, базирование в центрах с центром поводковым передним |
Скоба 8119-3356 |
|
16 |
35×2×10d |
6,3 |
— |
Фрезерование шлицев, базирование в центрах |
Кольцо комплексное 8312-4080 Кольцо 8311-4081 к-к Ролик 8440-4324/003-03 |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
На выбор метода получения заготовки оказывают влияние: материал детали; ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготовляемой из нее детали, при минимальной себестоимости последней считается оптимальным.
В качестве заготовки для изготовления детали «КПT 0106614» применяется поковка. В качестве заготовки для получения поковки служит сортовой прокат круглого сечения В-100 ГОСТ 2590-88/18ХГТ ГОСТ 4543-71.
Технологический процесс отрезки заготовки и горячей штамповки:
1. нагревание заготовки (в печи) до температуры 500°С±50°С
2. отрезка заготовки в размер 430±1 на пресс-ножницах 500тс
3. нагревание заготовки (в индукционном нагревателе) до температуры 1200°С±50°С
4. штамповка на прессе К8544 (2500тс)
- плющить заготовку за 1 ход ползуна пресса в заготовительном ручье
- штамповать поковку в предварительном ручье за 1 ход ползуна пресса
- штамповать поковку в окончательном ручье за 1 ход ползуна пресса
- сдуть окалину с двух ручьёв штампа
- смазать ручей после штамповки каждой поковки
5. обрезка облоя за 1 ход ползуна пресса КБ9534 (250тс)
6. нормализационный отжиг (температурный интервал обработки t1=20…870°С, t2=870…60°С. Допускаемая погрешность измерения ±20°С. Темп толкания 12…15мин).
7. дробемётная очистка (не менее 30 минут)
8. правка поковки за один ход ползуна в холодном состоянии (пресс чеканочный К8340)
9. зачистка заусенцев в зоне базирования на обдирочно-шлифовальном
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.