Остальные операции оставить без изменений, согласно заводскому технологическому процессу.
2.3.2 Выбор и обоснование технологических баз
На 010 и 020 операциях в качестве черновой базы используется наружная необработанная поверхность Ø45 , образующая двойную направляющую базу и лишает четырех степеней свободы, и торец 1, 2 соответственно образуют базу опорную.
На 030 операции в качестве баз применяют поверхность 9 , которая образует двойную направляющую базу и лишает четырех степеней свободы. Торец 2 образует опорную базу.
На шлифовальных операциях деталь базируется по центровым гнездам, образуется двойная направляющая база, а с упором в торец, образуется опорная база.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 - Выбор оборудования
|
Номер операции |
Код и модель станка |
Наименование станка |
Стоимость станка |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характеристика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 020 |
3811631384 16A20Ф3 |
Токарный с ЧПУ |
99923901 |
3,33×1,71 |
Электропривод |
18,5 |
22 ряда частот 12,5…1600 |
б/с |
|
030 |
6Р82Г |
Горизонтально-фрезерная |
81664359 |
|||||
|
060 070 |
3М152 |
Круглошлифовальная |
83642477 |
4,605×2,405 |
Гидропривод |
10 |
50-500 1590 |
б/с |
Таблица 2.5 - Выбор технологической оснастки
|
Номер операции |
Приспособление |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
392819 |
Патрон |
392191 391290 |
Резец Сверло |
392849 |
Втулка |
393311 393312 393120 393610 |
Штангенциркуль Калибр-скоба Шаблон |
|
020 |
392819 392849 |
Патрон Центр |
392191 391290 392194 |
Резец Сверло Резец резьбовой |
392849 |
Втулка |
393311 393312 393120 393140 |
Штангенциркуль Калибр-скоба Кольцо |
|
окончание таблицы 2.5 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
030 |
396100 |
Приспособление станочное |
391833 |
Фреза |
392849 |
Оправка |
393311 393312 |
Штангенциркуль |
|
060 |
396100 396100 |
Хомутик Центр |
397731 |
Шлифовальный круг |
392849 |
Оправка |
393120 393312 393611 |
Калибр-скоба Штангенциркуль Набор радиусных шаблонов |
|
070 |
396100 396100 |
Хомутик Центр |
397731 |
Шлифовальный круг |
392849 |
Оправка |
393120 393312 393611 |
Калибр-скоба Штангенциркуль Набор радиусных шаблонов |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
Размеров
Таблица 2.6 – Определение последовательности обработки детали
|
Последовательность механической обработки Ø30g6 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шерохова-тость, Rа, мкм |
|||
|
Прокат |
- |
Rz100 |
Базирование в патроне по поверхности Ø45 с упором в торец 2 (точение) |
|
|
Точение черновое |
h14 |
12,5 |
|
|
|
Точение получистовое |
h11 |
3,2 |
0,004 |
|
|
Шлифование предварительное |
h7 |
1,6 |
Базирование в центрах |
0,001 |
|
Шлифовании окончательное |
g6 |
0,8 |
0,0001 |
|
Погрешность установки:
![]() (2.6)
(2.6)
где EБ – погрешность базирования, мм; ![]() мм
мм
EЗ – погрешность закрепления, мм; Eз=0
![]() мм
мм
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø30g6 |
Элементы припусков |
Рас-чет-ный при-пуск 2Zmin |
Расчетный размер Dp |
До-пуск, T |
Предельный размер |
Предельный размер |
||||||
|
Rz |
h |
ρ |
EУ |
|||||||||
|
d |
dmax |
2Zminпр |
2Zmaxпр |
|||||||||
|
Прокат |
0,15 |
0,15 |
0,1 |
— |
— |
31,221 |
1,6 |
31,22 |
32,82 |
— |
— |
|
|
Точение черновое |
0,05 |
0,05 |
0,006 |
0,07 |
0,84 |
30,381 |
0,62 |
30,38 |
31 |
0,84 |
1,82 |
|
|
Точение получистовое |
0,03 |
0,03 |
0,005 |
0,004 |
0,21 |
30,171 |
0,16 |
30,17 |
30,33 |
0,21 |
0,67 |
|
|
Шлифование предварит. |
0,01 |
0,02 |
0,0005 |
0,001 |
0,13 |
30,041 |
0,025 |
30,04 |
30,065 |
0,13 |
0,265 |
|
|
Шлифование окончательное |
0,005 |
0,015 |
0,0002 |
- |
0,061 |
29,98 |
0,013 |
29,98 |
29,993 |
0,06 |
0,072 |
|
|
Суммарный припуск: |
1,24 |
2,827 |
||||||||||
![]() (2.7)
(2.7)
где ![]() -удельная
кривизна заготовки , мм
-удельная
кривизна заготовки , мм
![]() =0,5
=0,5
![]() мкм=0,1мм
мкм=0,1мм
ρчерн=2,1![]() 0,06=0,006 мм
0,06=0,006 мм
ρпол=2,1![]() 0,05=0,005 мм
0,05=0,005 мм
ρшлиф=2,1![]() 0,005=0,0005мм
0,005=0,0005мм
ρшлиф=2,1![]() 0,003=0,0002мм
0,003=0,0002мм
 (2.8)
(2.8)
где ![]() - величина
микронеровностей предыдущего перехода
- величина
микронеровностей предыдущего перехода
![]() - толщина
поверхностного слоя оставшегося от предыдущего перехода
- толщина
поверхностного слоя оставшегося от предыдущего перехода
![]() - суммарное
значение пространственных отклонений оставшихся от предыдущего перехода
- суммарное
значение пространственных отклонений оставшихся от предыдущего перехода
![]() - погрешность
установки
- погрешность
установки
![]() 0,84мм
0,84мм
![]() 0,21мм
0,21мм
![]() 0,13мм
0,13мм
![]() 0,061мм
0,061мм
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TDз-ТDД
2,827-1,24=1,6-0,013
1,587=1,587
 мм
мм
![]() мм (входит в
интервал
мм (входит в
интервал![]() )
)
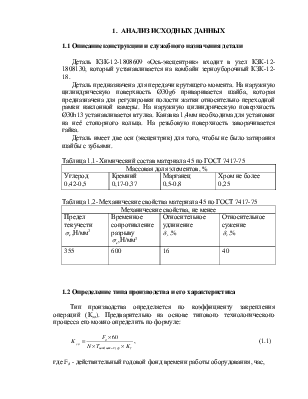
Размер заготовки: Ø32
Схема расположения припусков представлена на рисунке 2.1
Рисунок 2.1 Схема расположения припусков
Таблица 2.8 – Табличный расчет припусков
|
Переходы механической обработки поверхности Ø 30u8 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
Посадка и квалитет точности |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Шлифование |
u8 |
0,033 |
3,2 |
0,3 |
30 |
|
Точение получистовое |
h11 |
0,16 |
6,3 |
1,1 |
30+0,3=30,3 |
|
Точение черновое |
h14 |
0,62 |
12,5 |
2,3 |
30,3+1,1=31,4 |
|
Прокат |
— |
1,6 |
Rz100 |
— |
31,4+2,3=33,7 |
Размер заготовки: Ø33,7
2.4.2 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
Расчёт режимов резания на операцию 010 Токарная с
ЧПУ ![]()
Переход 2 - точить поверхность 3 с образованием фаски 4 и радиуса R2
Проходной упорный резец,
оснащённый твёрдым сплавом Т15К6, сечение державки H![]() B=16
B=16![]() 25, геометрические параметры R=1,
25, геометрические параметры R=1, ![]() =16
=16![]() ,
, ![]() .
.
1 Глубина резания t, мм
t= мм
(2.9)
мм
(2.9)
2 Подача Sо, мм/об
Sо= 0,3÷0,7 мм/об корректируем по паспорту станка: Sо=0,5мм/об
3 Стойкость Т, мин. Т=60 мин
4 Скорость резания Vрез, м/мин
 , м/мин (2.10)
, м/мин (2.10)
где Сν=350; х=0,15; y=0,35; m=0,2;
Кν=Кмν×
Кти × Ктс× К![]() v × Кrv × Кuν,
(2.11)
v × Кrv × Кuν,
(2.11)
 (2.12)
(2.12)
где n=1;
К![]() =1
=1
![]()
Кпν=0,9;
Кти=1; Ктс=1; К![]() v=0,7; Кrv=0,94; Кuν=1
v=0,7; Кrv=0,94; Кuν=1
Кν=0,88×0,9×1×1×0,7×0,94×1=0,52
 76, м/мин
76, м/мин
5 Частота вращения n, мин-1
 ,
мин (2.13)
,
мин (2.13)
 538 мин-1
538 мин-1
корректируем по паспорту станка: n=500 мин-1
6 Действительная скорость резания Vд, м/мин
 ,
м/мин (2.14)
,
м/мин (2.14)
 м/мин
м/мин
7 Проверочный расчёт:
а) По силе резания:
![]() (2.15)
(2.15)
где Ср=300; y=0,75;
х=1; n=-0,15;
 (2.16)
(2.16)
 ; К
; К![]() =0,89; К
=0,89; К![]() =1; К
=1; К![]() =1; К
=1; К![]() =0,93
=0,93
![]() 6221 Н
6221 Н
в) По мощности резания:
 (2.17)
(2.17)
 кВт
кВт
Nрез≤1,2![]() Nдв
Nдв![]() η
(2.18)
η
(2.18)
Nдв=7,2 кВТ
η=0,8
7,2≤1,2![]() 8
8![]() 0,8
0,8
7,2≤7,68 кВт Обработка возможна
8 Машинное время
 , мин (2.19)
, мин (2.19)
Lр.х.=lрез+y+Δ (2.20)
y=![]() 0
0
Lр.х.=42+2=44 мм
 мин
мин
Переход 1 - подрезать торец 1
Токарный подрезной резец, оснащенный пластинами из твердого
сплава T15К6. Геометрические параметры:![]() =60˚,
=60˚, ![]() =10˚,
=10˚,![]() =8˚; r=1 мм.
=8˚; r=1 мм.
1 Глубина резания, t, мм
t=2 мм
2 Подача Sо = (0,15-0,2) мм/об корректируем по паспорту станка Sо = 0,2 мм/об
3 Стойкость Т, мин Т = 60 мин-1
4Скорось резания Vрез,м/мин
Vрез
= Vтабл× К![]() ,
м/мин (2.24)
,
м/мин (2.24)
где К![]() =1
=1
Vтабл=118м/мин
V рез= 118×1=118м/мин
5 Частота вращения n, мин-1
n= , мин-1
, мин-1
n= = 835 мин-1
= 835 мин-1
корректируем по паспорту станка n=630 мин-1
6 Действительная скорость резания Vд, м/мин
Vд= , м/мин
, м/мин
Vд= =89 м/мин
=89 м/мин
7 Расчёт машинного времени, Тм, мин
Тм = 
![]() i,
мин
i,
мин
Lр.х.=lрез +∆+y, мм
∆=(1÷3) мм
Принимаемое значение ∆=2 мм
lрез=22,5 мм
y = ctg![]() × t=
ctg60×2 =1,15мм
× t=
ctg60×2 =1,15мм
![]() =22,5+1,15+2=26мм
=22,5+1,15+2=26мм
Тм =  =
0,2мин
=
0,2мин
Переход 3 - сверлить центровочное отверстие
Центровочное сверло из быстрорежущей стали с коническим хвостовиком.
1 Глубина резания, t, мм
t=2,0 мм
2 Подача Sо = 0,1 мм/об корректируем по паспорту станка Sо=0,1мм/об
3 Стойкость Т, мин Т =40 мин-1
4Скорось резания Vрез,м/мин
Vрез = Vтабл× К![]() ,
м/мин
,
м/мин
где К![]() =0,7
=0,7
Vтабл=16,2м/мин
V рез= 16,2×0,7=11 м/мин
5 Частота вращения n, мин-1
n=, мин-1
n= =876 мин-1
=876 мин-1
корректируем по паспорту станка n=630 мин-1
6 Действительная скорость резания Vд, м/мин
Vд=, м/мин
Vд= =8 м/мин
=8 м/мин
7 Расчёт машинного времени, Тм, мин
Тм =  ,
мин
,
мин
Lр.х.=lрез+∆+y, мм
Принимаемое значение ∆=2мм
lрез=8,9 мм
y = ctg![]() × t=
1мм
× t=
1мм
![]() =8,9+2+1=11,9мм
=8,9+2+1=11,9мм
Тм =  =0,19 мин
=0,19 мин
Переход 4 - точить канавку 5
Токарный канавочный резец, оснащенный пластинами из твердого сплава T15К6.
1 Глубина резания, t, мм
t=1 мм
2 Подача Sо = 0,04 мм/об корректируем по паспорту станка Sо = 0,04 мм/об
3 Стойкость Т, мин Т = 60 мин-1
4Скорось резания Vрез,м/мин
Vрез
= Vтабл× К![]() ,
м/мин (2.24)
,
м/мин (2.24)
где К![]() =0,4
=0,4
Vтабл=92м/мин
V рез= 92×0,4=36,8м/мин
5 Частота вращения n, мин-1
n=, мин-1
n= = 413,5 мин-1
= 413,5 мин-1
корректируем по паспорту станка n=350 мин-1
6 Действительная скорость резания Vд, м/мин
Vд=, м/мин
Vд= =31м/мин
=31м/мин
7 Расчёт машинного времени, Тм, мин
Тм = ,
мин
Lр.х.=lрез +∆+y, мм
lрез=1,4 мм
![]() = lрез=1,4 мм
= lрез=1,4 мм
Тм =  =
0,1мин
=
0,1мин
Переход 5 -точить фаску 8
Проходной упорный резец, оснащённый твёрдым сплавом Т15К6.
1 Глубина резания, t, мм
t=1,5 мм
2 Подача Sо = 0,14 мм/об корректируем по паспорту станка Sо=0,14мм/об
3 Стойкость Т, мин Т =60 мин-1
4Скорось резания Vрез,м/мин
Vрез = Vтабл× К![]() , м/мин
, м/мин
где К![]() =1
=1
Vтабл=134 м/мин
V рез= 134×1=134 м/мин
5 Частота вращения n, мин-1
n=, мин-1
n= =948 мин-1
=948 мин-1
корректируем по паспорту станка n=450 мин-1
6 Действительная скорость резания Vд, м/мин
Vд=, м/мин
Vд= =63,6 м/мин
=63,6 м/мин
7 Расчёт машинного времени, Тм, мин
Тм = ,
мин
Lр.х.=lрез+∆+y, мм
Принимаемое значение ∆=2мм
lрез=8,9 мм
y = ctg![]() × t=
0×3=0мм
× t=
0×3=0мм
![]() =3+2+0=5мм
=3+2+0=5мм
Тм =  =0,08мин
=0,08мин
Таблица 2.9 – Сводная таблица режимов резания
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В, мм |
t, мм |
lРЕЗ, мм |
LРХ, мм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, мин |
ТМВ, мин |
||
|
SО, мм об |
SМ, мм мин |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
продолжение таблицы 2.9 |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
010 16А20Ф3 |
1 |
Подрезать торец 1 |
45 |
2 |
22,5 |
26 |
1 |
0,2 |
126 |
630 |
89,2 |
0,2 |
2,13 |
|
|
2 |
Точить поверхность 3 с образованием фаски 4 и радиуса R2 |
30,5 |
7,25 |
42 |
44 |
2 |
0,5 |
250 |
500 |
71,1 |
0,4 |
|||
|
3 |
Сверлить центровочное отверстие |
4 |
2,0 |
8,9 |
11,9 |
1 |
0,1 |
63 |
630 |
7,9 |
0,19 |
|||
|
4 |
Точить канавку 5 |
28,5 |
1 |
1,4 |
1,4 |
1 |
0,04 |
14 |
350 |
31,3 |
0,1 |
|||
|
5 |
Точить фаску 8 |
45 |
3 |
3 |
5 |
1 |
0,14 |
63 |
450 |
63,6 |
0,08 |
|||
|
1,17 |
2,13 |
|||||||||||||
|
020 16А20Ф3 |
1 |
Подрезать торец 2 |
45 |
2,0 |
22,5 |
25 |
1 |
0,2 |
80 |
400 |
60,1 |
0,31 |
3,07 |
|
|
2 |
Сверлить центровочное отверстие |
4 |
2,0 |
8,9 |
10 |
1 |
0,1 |
63 |
630 |
8,2 |
0,16 |
|||
|
3 |
Переустановить деталь с поджатием центром |
|||||||||||||
|
4 |
Точить поверхности 10,9,12 |
30,5 |
7,25 |
132 |
138 |
5 |
0,2 |
80 |
400 |
60,3 |
8,63 |
|||
|
5 |
Точить поверхность под резьбу предварительно
до Ø23,8 |
23,8 |
3,35 |
34 |
38 |
3 |
0,2 |
80 |
400 |
37,5 |
1,43 |
|||
|
окончание таблицы 2.9 |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
6 |
Точить канавку 11 |
21 |
1,4 |
3,4 |
3,4 |
1 |
0,08 |
20 |
250 |
51,4 |
0,17 |
|||
|
7 |
Нарезать резьбу |
М24 |
0,2 |
30,6 |
34 |
2 |
2 |
700 |
350 |
27 |
0,2 |
|||
|
10,9 |
3,07 |
|||||||||||||
|
030 6Р82Г |
1 |
Фрезеровать лыски 7 |
125 |
4,5 |
26 |
200 |
1 |
- |
200 |
250 |
157 |
1,0 |
- |
|
|
2 |
Фрезеровать лыски 7 |
125 |
4,5 |
26 |
200 |
1 |
- |
200 |
250 |
157 |
1,0 |
- |
||
|
2,0 |
||||||||||||||
|
060 3М152 |
1 |
Шлифовать поверхность 12 |
30 Для круга 750 |
0,25 - |
7 - |
7 - |
1 - |
0,36 - |
35 - |
100 1114 |
25 35м/с |
0,42 - |
- - |
|
|
070 3М152 |
1 |
Шлифовать поверхность 3 |
30 Для круга 750 |
0,25 - |
42 - |
42 - |
1 - |
0,35 - |
35 - |
100 1114 |
25 35м/с |
1,12 - |
- - |
|
2.4.3 Разработка управляющей программы (УП) обработки детали
Таблица 2.10- Разработка управляющей программы
|
№ пере хода |
Попереходный эскиз |
УП |
|
1 |
2 |
3 |
|
1 |
N001 M08 N002 T1 S2 630 F0,2 N003 X52 Z0 E (и. т.) N004 X-1 (т.1) N005 X100 Z50 E (и.п.) |
|
|
2 |
N006 T2 S2 500 F0,5 N007 X45 Z2 (и.т. черн.) N008 L08 A0 P2 N009 X25,5 Z0 (т.1) N010 X30,5 Z -2,5 (т.2) N011 Z-40 (т.3) N012 X34,5 Z-42 R2 (т.4) N013 X45 (т.5) N014 M17 N015 М09 N016 X100 Z50 E (и.п.) |
|
|
3 |
N017 M08 N018 T4 S2 630 F0,1 N019 X0 Z3 E (и.т.) N020 L06 P8,9 W-11,9 N021 Z50 E (и.п.) N022 M09 |
|
|
Окончание таблицы 2.10 |
||
|
1 |
2 |
3 |
|
4 |
N023 M08 N024 T5 S2 350 F0,04 N025 X34,5 Z-5,4 E (и.т.) N026 L02 D1 X28,5 A1,4 P1,4 N027 M09 N028 X100 Z50 E (и.п.) |
|
|
5 |
N029 M08 N030 T6 S2 450 F0,14 N031 X49 Z-66 E (т.1) N032 X42 (т.2) N033 X100 N034 M09 N035 Z50 E (и.п.) N036 M02 |
|
2.4.4 Нормирование проектируемой операции. Сводная таблица норм времени
010 Токарная с ЧПУ
(станок модели 16А20Ф3)
1. Основное время обработки:
Тмо -таблица 2.9
Тмо=1,17 мин
2. Машинное вспомогательное время
Время на подвод или отвод инструмента = 0,02 мин;
Время на изменение частоты вращения или подачи = 0,08мин,
Время на замену инструмента = 0,25(по паспорту станка)
Тмв1 =0,02×2=0,04мин;
Тмв2 =0,02×4+0,08×2+0,25×2=0,74мин;
Тмв3 =0,02×2+0,08×2+0,25=0,45мин;
Тмв4 =0,02×2+0,08×2+0,25=0,45мин;
Тмв5 =0,02×2+0,08×2+0,25=0,45мин;
Тмв=0,04+0,74+0,45+0,45+0,45=2,13 мин
3. Время цикла автоматической работы станка:
ТЦа=Тмо+Тмв (2.25)
ТЦа= 1,17+2,13=3,3 мин
4. Вспомогательное время:
Тв= tус+ tуп+ tизм (2.26)
где tус – время на установку и снятие заготовки, мин;
tУП – время на приемы управления станком;
tИЗМ – время на измерение;
tус=0,3 мин – карта 4, поз. 11
tуп1 =0,04мин – время на включение, выключение станка;
tуп2=0,03мин – время на включение, выключение лентопротяжного механизма;
tуп3 =0,25мин – время на продвижение перфоленты в исходное положение;
tуп4 =0,15мин – время на установку координат X, Y;
tуп5=0,04мин – время на ввод коррекции
tуп=0,04+0,03+0,04+0,25+0,15+0,04=0,55 мин – карта 8
tизм1=0,16мин – время на измерение штангенциркулем карта 9, л. 1, поз. 1;
tизм2=0,05мин – время на измерение скобой карта 9, л. 1, поз. 11;
tизм3=0,05мин – время на измерение шаблоном карта 9, л. 1, поз. 23
tизм=0,16+0,05+0,05=0,26мин
Так как время на измерение перекрывается временем цикла автоматическим, то в дальнейших расчетах его не учитывают.
Тв=0,3+0,55=0,85 мин
5. Оперативное время обработки:
Топ=ТЦа+Тв (2.27)
Топ=3,3+0,85=4,15 мин
6. Время на организацию технического обслуживания:
α=10%
7. Штучное время:
 (2.28)
(2.28)
 4,565 мин
4,565 мин
8. Подготовительно-заключительное время:
Тпз=ТпзОРГ+ТпзНАЛ (2.29)
а) Подготовительно-заключительное время на организационные моменты, мин:
ТпзОРГ=tпол+tозн+tи-ж (2.30)
tпол=4 мин- время на получение наряда, чертежа, технологической документации, программоносителя, режущего инструмента, заготовки;
tозн=2 мин- время на ознакомление с работой, чертежом, технической документацией, осмотром заготовки;
tи-ж=3 мин- время на инструктаж мастера
ТпзОРГ=4+2+3=9 мин б) Подготовительно-заключительное время на наладку станка, мин:
ТпзНАЛ= t1+ t2+ t3+ t4+ t5+ t6+ t7 (2.31)
t1=6 мин- время на установку и снятие патрона с центром;
t2=0,8 мин- время на установку режущего инструмента;
t3=0,5 мин- время на установку исходных режимов резания;
t4=1,3 мин- время на установку исходных данных X, Y;
t5=1 мин- время на установку программоносителей;
t6=0,4 мин- время на установку программы переключателями на пульте управления станка;
t7=5 мин- время на расточку кулачков патрона;
ТпзНАЛ=6+0,8+0,5+1,3+1+0,4+5=15 мин
Тпз=9+15=24 мин
9. Штучно-калькуляционное время:
 (2.32)
(2.32)
 5мин
5мин
Таблица 2.11 − Сводная таблица норм времени
|
Номер операции и модель станка |
ТО |
ТВ |
ТЦА |
ТОП |
% |
% |
ТШТ |
ТПЗ |
nД, шт |
ТШТ-К |
|||
|
tус |
tп (ТМВ) |
tуп |
tизм |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
010 16А20Ф3 |
1,17 |
0,3 |
2,13 |
0,55 |
0,26 |
3,3 |
4,15 |
10 |
4,565 |
24 |
55 |
5 |
|
|
020 16А20Ф3 |
10,9 |
0,3 |
2,07 |
0,55 |
0,21 |
12,97 |
14,03 |
10 |
15,43 |
24 |
55 |
15,87 |
|
|
030 6Р82Г |
2,0 |
0,12 |
0,36 |
- |
0,1 |
- |
2,58 |
3,5 |
4 |
2,774 |
21 |
55 |
3,156 |
|
060 3М152 |
0,42 |
0,32 |
0,41 |
- |
0,36 |
- |
1,51 |
4,5 |
4 |
1,64 |
7 |
55 |
1,77 |
|
070 3М152 |
1,12 |
0,32 |
0,41 |
- |
0,36 |
- |
2,21 |
4,5 |
4 |
2,4 |
7 |
55 |
2,53 |
3 Проектирование технологической оснастки
3.1 Расчётно-конструкторский анализ станочного приспособления
3.1.1 Описание конструкции и принципа работы приспособления
Согласно проектируемого технологического процесса на горизонтально-фрезерной операции (030) применяется специальное фрезерное приспособление с пневмотическим зажимом. Приспособление предназначено для обработки детали “Ось-эксцентрик” КЗК-12- 1808609 на горизонтально-фрезерном станке модели 6Р82Г двумя дисковыми трёхсторонними фрезами. Данное приспособление является четырёхместным.
Установка детали производится в призмы 11 и 12. При подаче сжатого воздуха в пневмоцилиндр, клин 4 движется в право, а рычаг 15 влево. На рычаге 15 закреплён винт 2, который двигает прижим 9 к детали, а она в свою очередь прижимается к призме11. И таким образом происходит закрепление четырёх делалей.
Приспособление устанавливается на стол горизонтально - фрезерного станка корпусом 1, центрируется двумя шпонками 4. В приспособлении также имеются четыре проушины для крепления к столу
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.