
ВВЕДЕНИЕ
Ведущее место в росте экономики Республики принадлежит машиностроению, которое обеспечивает материальную основу технического прогресса всех отраслей народного хозяйства.
В настоящее время машиностроение располагает мощной производственной базой, выпускающей свыше четверти всей промышленной продукции республики.
В развитии машиностроения первостепенной задачей является автоматизация на базе гибких производственных систем, в том числе применения станков с ЧПУ, роботов, программируемых манипуляторов, роботехнических комплексов; увеличение применения прогрессивных конструкционных материалов, снижение металлоемкости машин и оборудования с их удельной энергоемкости, снижение себестоимости продукции.
Завод ПО «Гомсельмаш» – является одним из наиболее развитых предприятий машиностроения в городе Гомель. ПО «Гомсельмаш» занимается выпуском сельскохозяйственных машин, производит также запасные части ко всем выпускаемым сельскохозяйственным изделиям. Занимается выпуском грузовых прицепов к легковым автомобилям; выпускает мини-трактора, плуги навесные, культиваторы, самоходные косилки, различные зерноуборочные и кормоуборочные комбайны.
ПО «Гомсельмаш» имеет возможность производить из серого, ковкого, высокопрочного чугуна, цветное литье, штамповки, поковки любых наименований, сварные конструкции.
В дипломном проекте необходимо произвести разработку технологического процесса обработки детали «Крышка» 105.072.24.016Б которая является соединяющим звеном между рукавом и цилиндром для подвода масла.
1 АНАЛИЗ ИСХОДНЫХ ДАННЫХ
1.1 Описание конструкции и служебного назначения детали
Деталь «Крышка» 105.072.24.016Б входит в гидроцилиндр 105.072.24-000,который служит для подъема всех адаптеров на комбайне. Крышка непосредственно предназначена для подвода масла в поршневую полость гидроцилиндра.
В Ø50 запрессовывается втулка, в которую вставляется палец, с помощью которого гидроцилиндр крепиться по месту на комбайне.
Ø80h11 служит для крепления крышки в трубе с помощью сварного шва.
Резьбовое отверстие М20×1,5 предназначено для вворачивания штудера, который является соединяющим звеном между рукавом и цилиндром для подвода масла.
Ø14 служит для попадания масла в поршневую полость цилиндра.
Ø65 предназначен для входа стопорной гайки находящейся на штоке, которая служит для фиксации поршня на штоке.
Два отверстия Ø3 служат для установки таблички.
Таблица 1.1 – Механические свойства стали 35 по ГОСТ 1050-88
|
Временное сопротивление на разрыв δВ, кгс/мм2 |
Относительное удлинение, % |
Предел текучести, кгс/мм2 |
Относительное сужение ψ, % |
Примечания |
|
54 |
20 |
32 |
45 |
нормализация |
Таблица 1.2- Химические свойства стали 35 по ГОСТ 1050-88
|
Содержание элементов, % |
|||
|
углерод |
кремний |
марганец |
не более |
|
медь |
|||
|
0,32-0,40 |
0,17-0,37 |
0,50-0,80 |
не более 0,25 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций(Кз.о.). Предварительно на основе типового технологического процесса его можно определить по формуле:
 , (1.1)
, (1.1)
где Fд. – действительный годовой фонд работы оборудования, ч;
Fд. =4029ч; [4, с 22, табл.2.1];
N -годовой обьем выпуска детали, шт; N = 3500 шт;
Tшт. (шт-к) ср- среднее штучное или штучно-калькуляционное время, мин;
 (1.2)
(1.2)

Kу- коэффициент ужесточения заводских норм; Ку = 1.
При серийном производстве изделия изготавливают партиями или сериями, состоящими из одноименных, однотипных по размерам изделий. Станки здесь применяются разнообразных видов: универсальные, специализированные, специальные, автоматизированные, агрегатные. Станочный парк должен быть специализирован в такой мере, чтобы был возможен переход от производства одной серии машин к производству другой, несколько отличающейся от первой в конструктивном отношении. Серийное производство является наиболее распространенным видом производства, в общем, и среднем машиностроении. К этому виду относят: станкостроение, производство прессов, оборудования для транспорта и коммунального хозяйства и т. д. В данном типе производства используются заготовки в виде отливок, поковок, сортового или специального проката, металлокерамики, что дает возможность выпускать продукцию с наименьшими затратами.
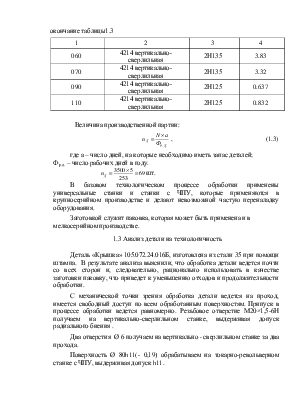
Таблица 1.3- Анализ операций механической обработки детали
|
Номер операции |
Код и наименование операции |
Модель станка |
Тшт(шт-к)ср |
|
1 |
2 |
3 |
4 |
|
010 |
4214 вертикально-сверлильная |
2Н135 |
3.056 |
|
020 |
4214 вертикально-сверлильная |
2Н135 |
0.302 |
|
030 |
4181 горизонтально-протяжная |
7534 |
0.621 |
|
040 |
4111 токарно-револьверная |
1В340Ф3 |
11.424 |
|
050 |
4121 вертикально-фрезерная |
6Р12 |
4.22 |
|
060 |
4214 вертикально-сверлильная |
2Н135 |
3.83 |
окончание таблицы1.3
|
1 |
2 |
3 |
4 |
|
060 |
4214 вертикально-сверлильная |
2Н135 |
3.83 |
|
070 |
4214 вертикально-сверлильная |
2Н135 |
3.32 |
|
090 |
4214 вертикально-сверлильная |
2Н125 |
0.637 |
|
110 |
4214 вертикально-сверлильная |
2Н125 |
0.832 |
Величина производственной партии:
 ,
(1.3)
,
(1.3)
где a – число дней, на которые необходимо иметь запас деталей;
Фр.д. – число рабочих дней в году.
 шт.
шт.
В базовом технологическом процессе обработки применены универсальные станки и станки с ЧПУ, которые применяются в крупносерийном производстве и делают невозможной частую переналадку оборудования.
Заготовкой служит паковка, которая может быть применена и в мелкосерийном производстве.
Деталь «Крышка» 105.072.24.016Б, изготовлена из стали 35 при помощи штампа. В результате анализа выяснили, что обработка детали ведется почти со всех сторон и, следовательно, рационально использовать в качестве заготовки паковку, что приведет к уменьшению отходов и продолжительности обработки.
С механической точки зрения обработка детали ведется на проход, имеется свободный доступ по всем обработанным поверхностям. Припуск в процессе обработки ведется равномерно. Резьбовое отверстие М20×1,5-6Н получаем на вертикально-сверлильном станке, выдерживая допуск радиального биения .
Два отверстия Ø 6 получаем на вертикально - сверлильном станке
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.