


ИР500ПМФ4 остаётся станком, который целесообразно использовать для обработки деталей, требующих частых поворотов в разных направлениях.

ИР500ПМФ4
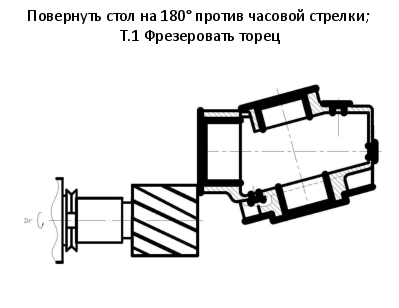
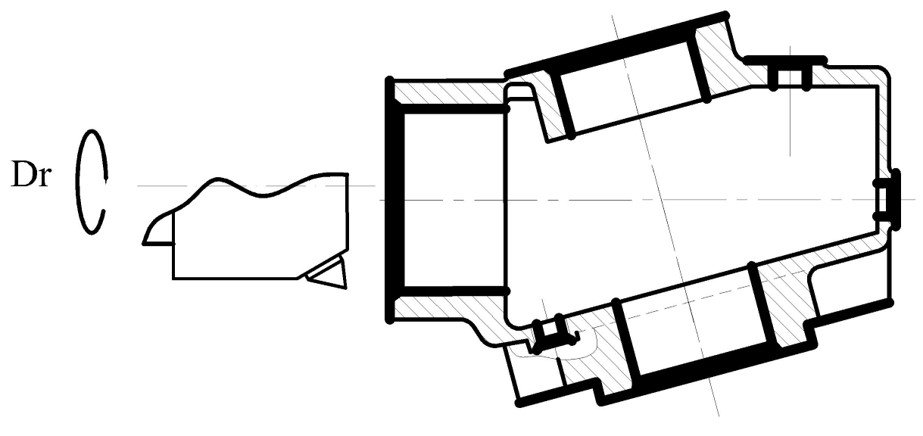
Повернуть стол на 180° против часовой стрелки; Т.1 Фрезеровать торец
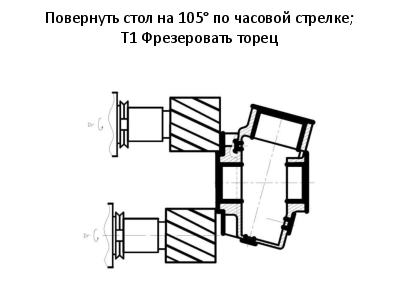
Повернуть стол на 105° по часовой стрелке; Т1 Фрезеровать торец
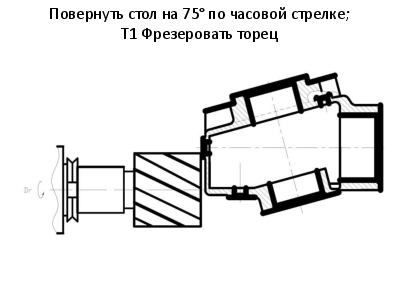
Повернуть стол на 75° по часовой стрелке; Т1 Фрезеровать торец
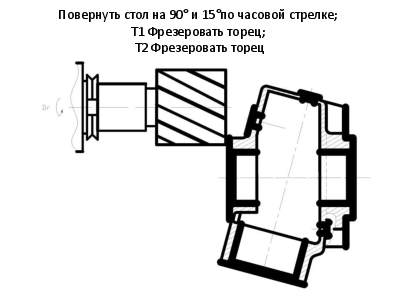
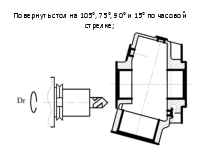
Повернуть стол на 90° и 15°по часовой стрелке; Т1 Фрезеровать торец; Т2 Фрезеровать торец
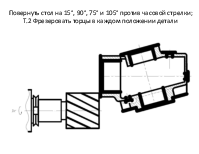
Повернуть стол на 15°, 90°, 75° и 105° против часовой стрелки; Т.2 Фрезеровать торцы в каждом положении детали
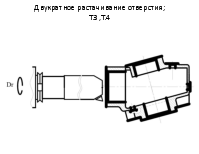
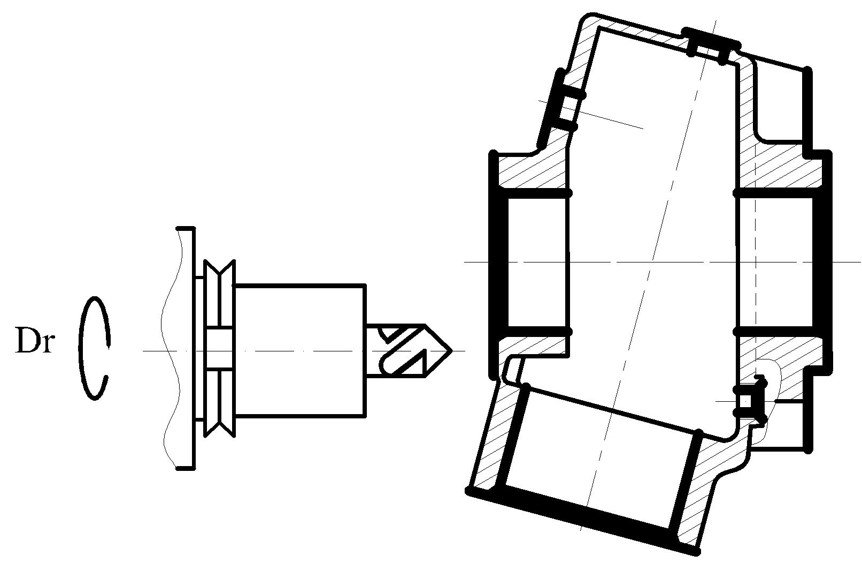
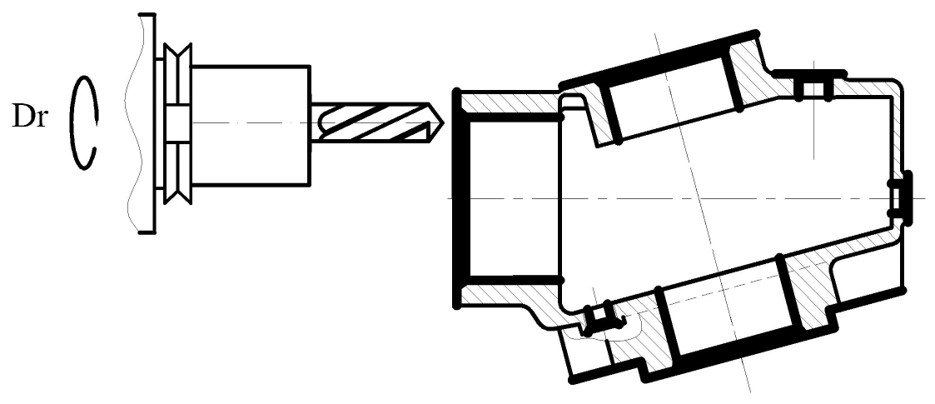
Двукратное растачивание отверстия; Т.3,Т.4
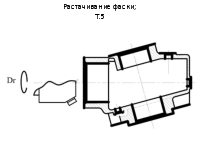
Растачивание фаски; Т.5
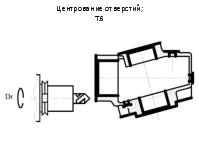
Центрование отверстий; Т.6
Повернуть стол на 105°, 75°, 90° и 15° по часовой стрелке;
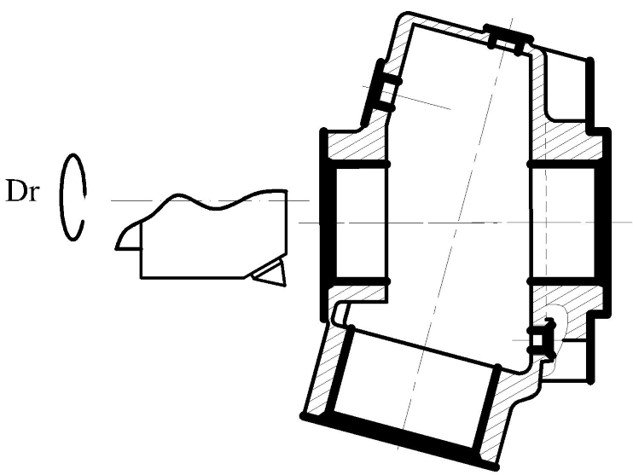
Растачивание двух соосных отверстий на проход; Растачивание фаски в одном отверстии; Т.7,Т.8
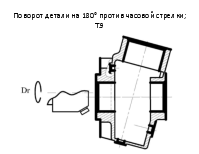
Поворот детали на 180° против часовой стрелки; Т.9
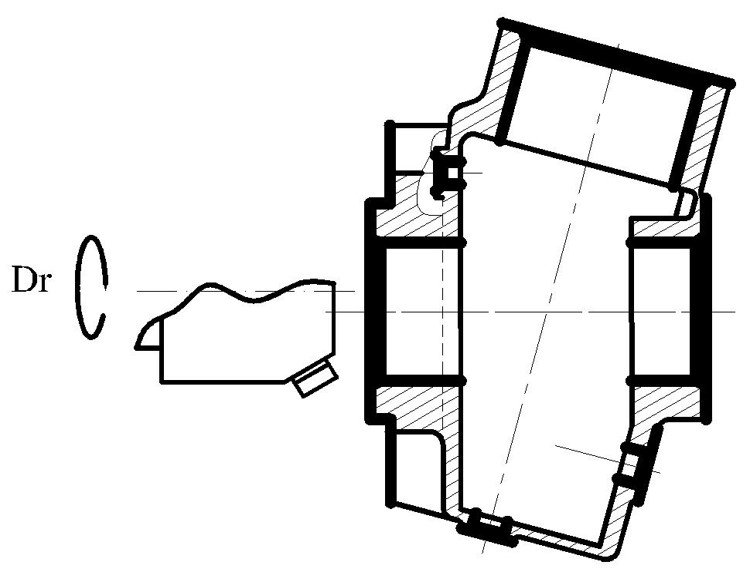
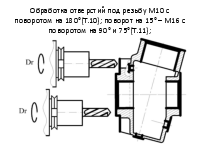
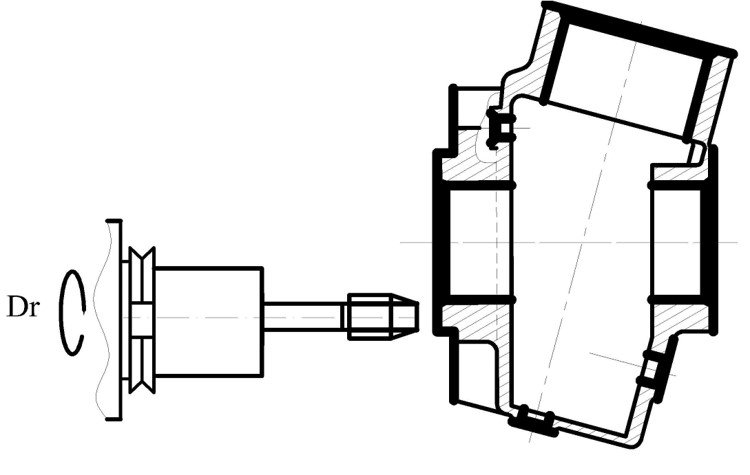
Обработка отверстий под резьбу М10 с поворотом на 180°(Т.10); поворот на 15° – М16 с поворотом на 90° и 75°(Т.11);
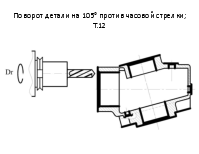
Поворот детали на 105° против часовой стрелки; Т.12
Тонкое растачивание отверстий; Т.13
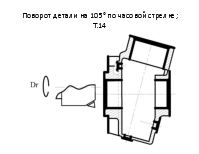
Поворот детали на 105° по часовой стрелке; Т.14
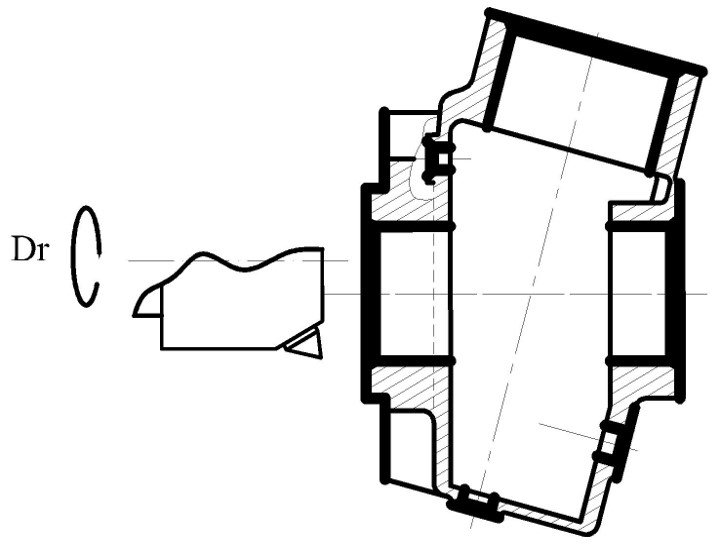
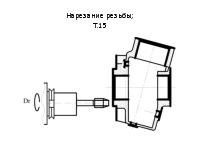
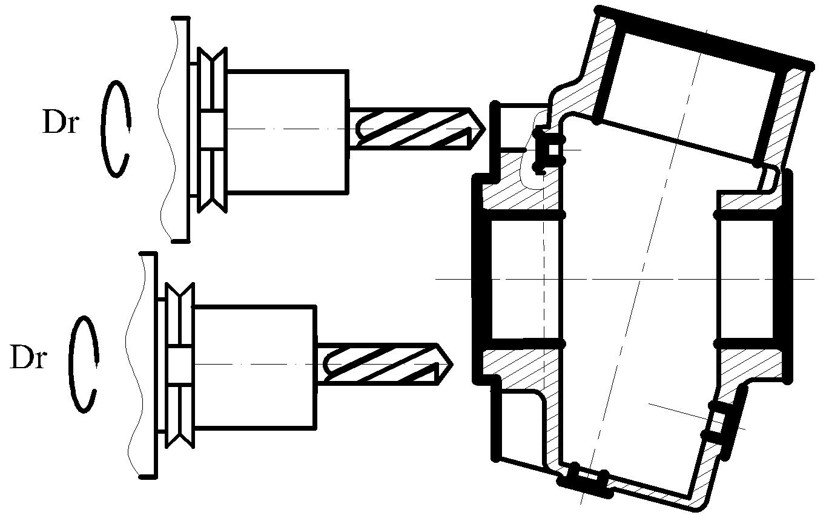
Нарезание резьбы; Т.15
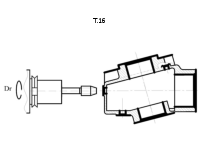
Т.16
Т.17
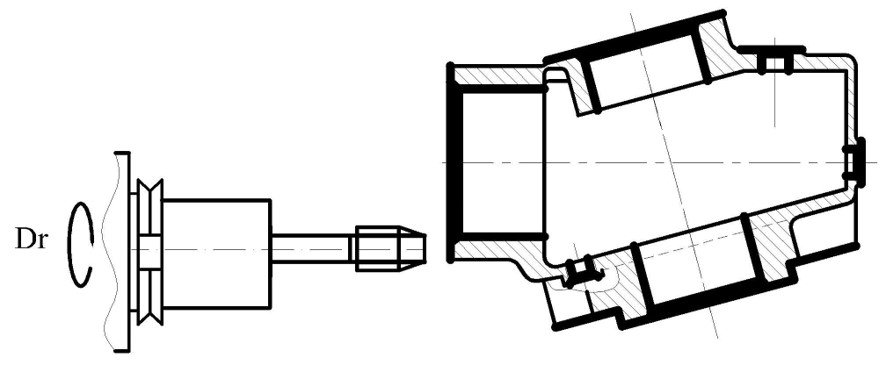
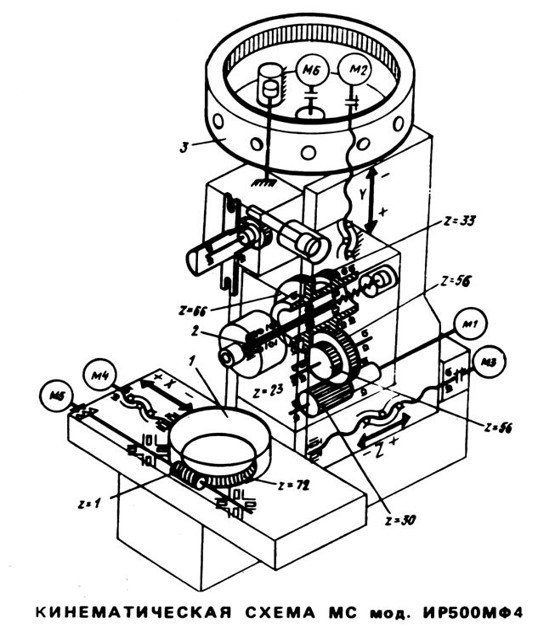
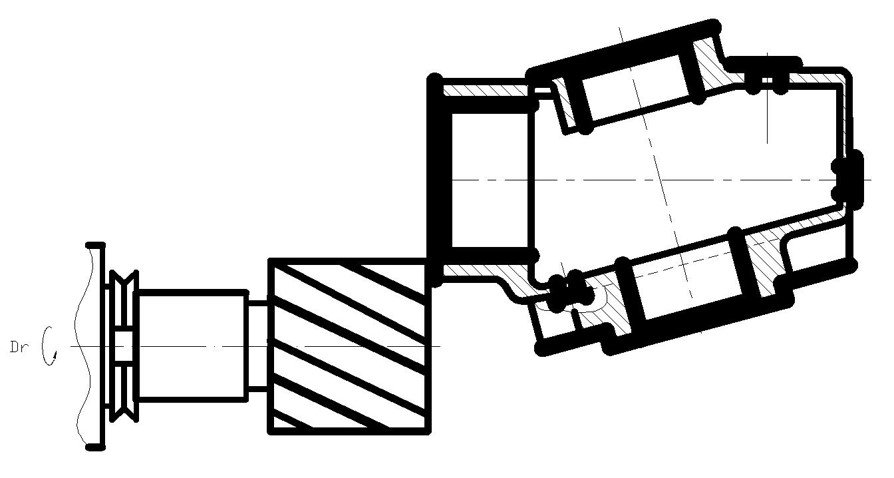
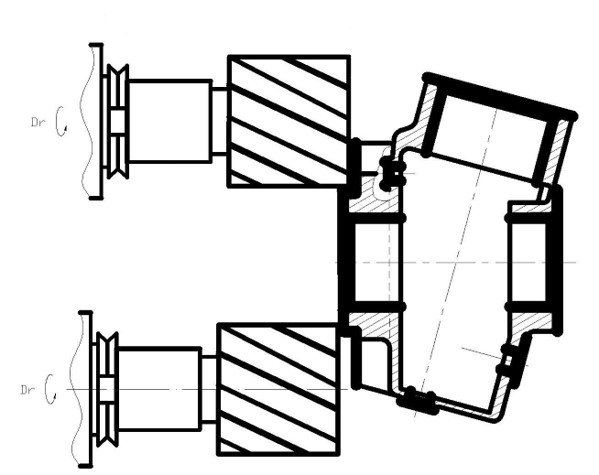
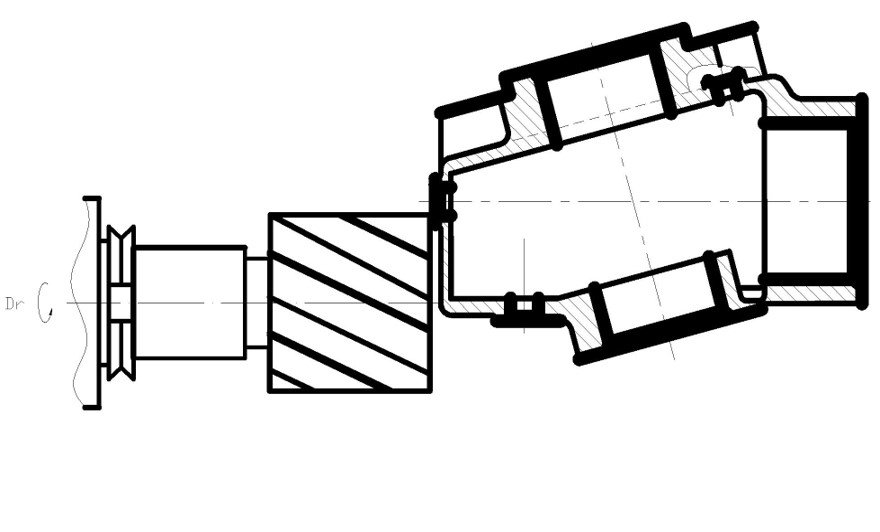
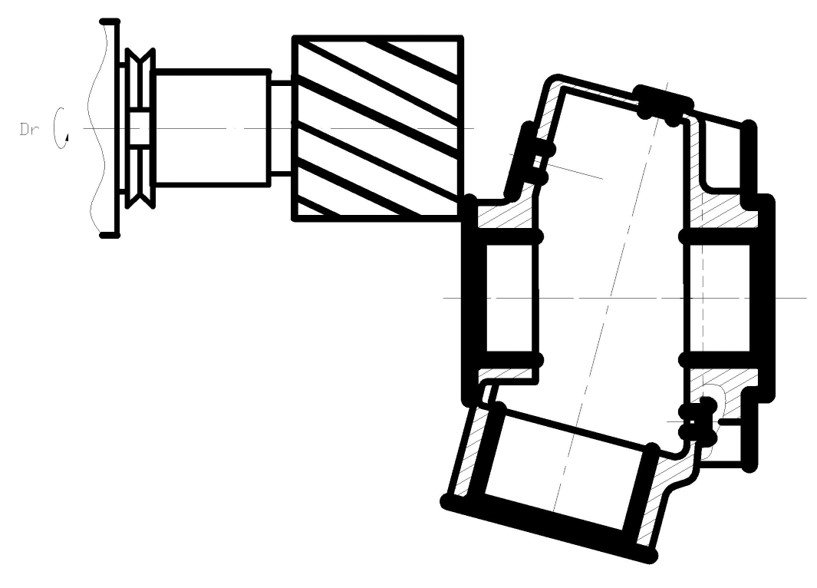
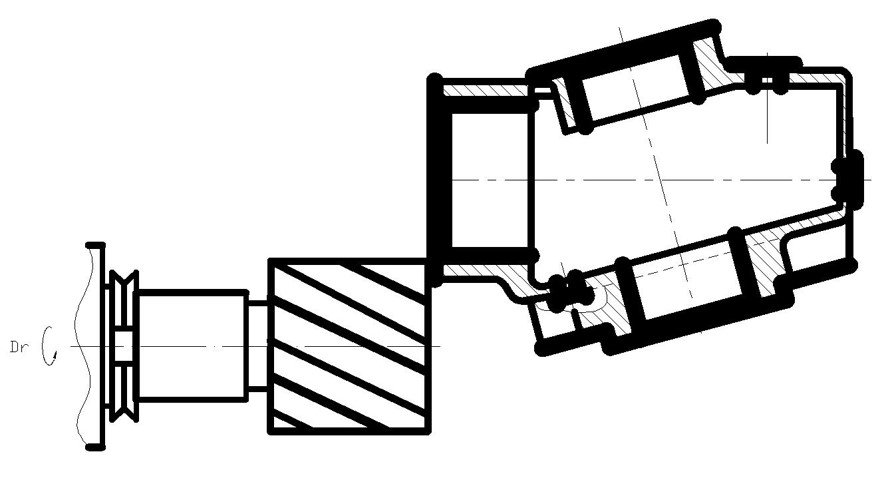
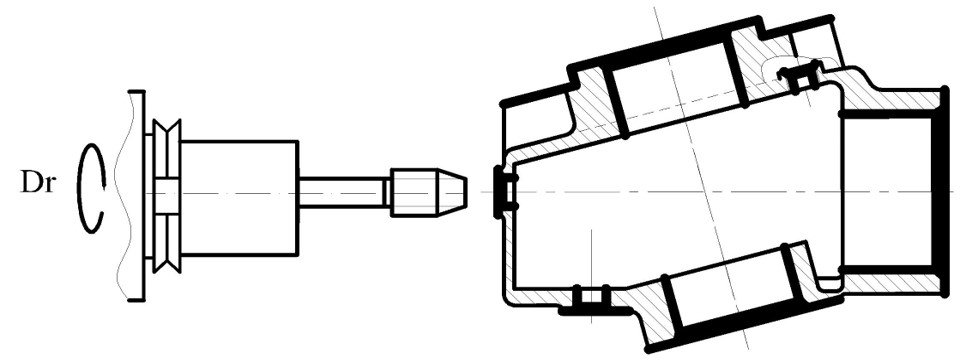
Позволяет использовать все технологические возможности станка ИР500 ПМФ4, который целесообразно использовать для обработки, деталей требующих частых поворотов в разных направлениях. Поворот обеспечивается червячным механизмом поворота стола на 180° в обеих направлениях от нулевого положения. Шпиндельная бабка перемещается по оси Z, стол- вдоль оси X, шпиндель в бабке перемещается вдоль оси Y. Инструмент хранится в магазине и устанавливается в шпиндель станка при помощи манипулятора. Деталь заданная для дипломного проектирования перед обработкой должна быть повёрнута на 180° против часовой стрелки, так как при обработке стол нужно будет вращать на 285°. Первым инструментом обработка всех торцев детали с поворотом стола станка: На 105° На 75° На 90° и 15° Затем после замены инструмента производиться чистовая обработка этих же поверхностей при повороте стола в обратном направлении. Далее выполняется двукратное растачивание отверстия и после замены инструмент
а растачивание фаски. Центрование отверстий начинается в этом же положении детали и завершается после всех поворотов детали в общей сложности на 285°. С этого же положения выполняется обработка двух соосных отверстий на проход а также растачивание фаски в одном отверстии И после поворота на 180 во втором отверстии. В этом же положении детали начинается обработка отверстий од резьбу М10, завершается обработка отверстий М16 и начинается обработка отверстий под резьбу М12, которая завершается после поворота стола на 105. Далее происходит тонкое растачивание отверстий под подшипники после чего нарезаеться резьба во всех резьбовых отверстиях с соответствующими поворотами. После завершения обработки стол возвращается в исходное положение.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.