2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали.
Рекомендации по их обеспечению и контролю
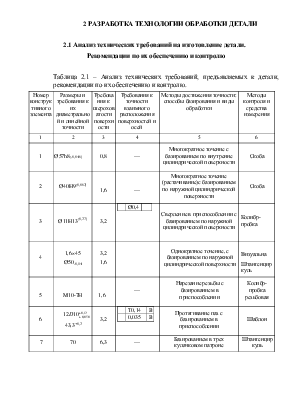
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||
|
1 |
Ø57h8(-0,046) |
0,8 |
— |
Многократное точение с базированием по внутренне цилиндрической поверхности |
Скоба |
||||||
|
2 |
Ø40H9(0,062) |
1,6 |
— |
Многократное точение (растачивание)с базированием по наружной цилиндрической поверхности |
Скоба |
||||||
|
3 |
Ø11H13(0,27) |
3,2 |
|
Сверление в приспособлении с базированием по наружной цилиндрической поверхности |
Колибр- пробка |
||||||
|
4 |
1,6 Ø50-0,14 |
3,2 1,6 |
Однократное точение, с базированием по наружной цилиндрической поверхности |
Визуальна Штангенциркуль |
|||||||
|
5 |
M10-7H |
1,6 |
— |
Нарезание резьбы с базированием в приспособлении |
Колибр- пробка резьбовая |
||||||
|
6 |
43,3+0,2 |
3,2 |
|
Протягивание паз с базированием в приспособлении |
Шаблон |
||||||
|
7 |
70 |
6,3 |
— |
Базированием в трех кулачковом патроне |
Штангенциркуль |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Получение заготовки для детали Втулка КЗР 0202660 производится по следующим зтапом .
Отрезка заготовки производится на пресс-ножницах, затем заготовки транспортируются к обдирочно-шлифовальному станку модели 3М636 для зачистки заусенцев.После заготовки загружают с помощью транспортера в печь толкательную 617-3500-6060 и нагревают.После нагрева заготовку укладывают в штамп и производят штамповку молотам М212 в предворительном за 2-3 раза (удара). Упровление машиное педальное.
Затем на прессе обрезном РК7250/800 производят обрезку за один ход.Упровление прессом двуручное-колоночное.
После заготовки помещают в агрегат нормализационный и подвергают их отжигу нормализационному.Температурный интервал обработки 880-920Сº.После отжига штамповки очищают в дробячем баробане 323М. Поковки в барабан загружают партиями .
Затем заготовку зачищают на обдирочно-шлифовальном станке 3М636,укладывают в тару и транспортируют на контроль.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Таблица 2.2 – Назначение допусков и припусков на отливку
|
Номинальный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
Дополнительный припуск |
Расчетный припуск |
||
|
Смещение по поверхности разьема |
Изогнутасть и другие отклонение |
Отклонение межосевое |
|||||
|
Ø95 |
6,3 |
|
1,4 |
0,2 |
- |
- |
1,6 |
|
Ø57h8 |
0,4 |
|
1,9 |
0,2 |
- |
- |
2,1 |
|
Ø40H9 |
1,6 |
|
1,6 |
0,2 |
- |
- |
1,8 |
|
70 |
6,3 |
|
1,4 |
- |
- |
- |
1,4 |
|
10 |
6,3 |
|
1,3 |
0,2 |
- |
- |
1,3 |
Таблица 2.3 – Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шерахова-тость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполнительный размер заготовки, мм |
|
Ø95 |
|
6,3 |
|
1,6 |
95+(2 |
98,2 |
|
Ø57h8 |
|
0,8 |
|
2,1 |
57+(2·2,1)=59 |
61,2 |
|
Ø40H9 |
|
1,6 |
|
1,8 |
40-(2·1,8)=42,2 |
43,6 |
|
70 |
|
6,3 |
|
1,4 |
70+(2·1,4)=71,8 |
72,8 |
|
10 |
|
6,3 |
|
1,3 |
10+(2·1,3)=11,2 |
12,6 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,78·10-6 кг/мм2.
Vотх.мех.обр-сумарный обьем удоляемого в процессе мехонической оброботки материала ,т.е.обьем припуска.
Vотх.мех.обр=V1+V2+V3+…+Vn,мм2
где n-множество удоляемых с поверхностями заготовак припуска.
 (2.3)
(2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ =V1+V2+V3+V4+V5+V6 (2.4)
Vобщ = 6115+23382+2863+10733+7870+87920 = 138883мм3
mотх.мех.обр = 138883· 7,8· 10-6 = 1,08кг/мм2
mз= 0,86+1,08 = 1,94кг
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Перечень операций базового технологического процесса:
010 Автоматно–токарный ,станок модели 1К282
020 и 030 Горизонтально протяжной , станок модели 7Б56
050 Токарн –копировальный ,станок модель 1Н713
070 Токарный с ЧПУ , станок модель 16А20РФ3
080,090,100,110,120 Вертикально-сверлильная ,станок модель 2Н125
130 и 140 Горизонтально-фрезерный , станок модель 6Р825Г
160 Круглошлифовальный , станок модель 3М152
С целью реорганизации производства детали с крупносерийного на мелкосерийное, предлагаю перекомпановать операций с 010 по 070 и выполнить токарную обработку на станках с ЧПУ модели 16К20Ф3, точность ТП обработки будет выполнятся следующим образам.
010 и 020- токарная обработка детали с обеих сторон на станке 16К20РФ3
030 протягивание паза на горизонтально протяжном станке 7Б56
040,050,060,070 операции выполняются аналогично базовому ТП на вертикально-сверлильном станке 2Н125
080 и 090 шлифование цилиндрической поверхности и конуса на круглошлифовальном станке 3М152
100 Контроль
110 Фрезерование сквозного паза на горизонтально-фрезерном станке 6Р82Г
120 Слесарная
130 Промывка
140 Транспортировка
2.3.2 Выбор и обоснование технологических баз
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
В качестве черновых баз на первых операциях назначают те элементы, относительно которых обрабатываются будущие чистовые базы, и используют черновые базы только один раз, лучше, если это будут те поверхности корпуса, которые останутся необработанными в готовой детали.
В качестве черновой базы для первой операции выбрана внутренняя поверхность 5; на данной операции обрабатывается поверхность 1, которая служит чистовой базой для следующей операции. Поверхность 5 лишает деталь четырех степеней свободы, образуя двойную
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.