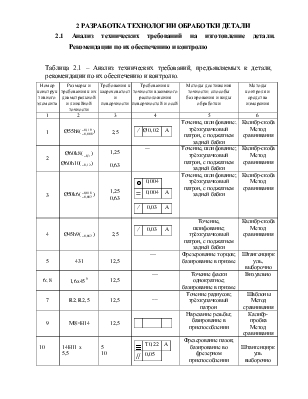



















Фрезерование пазов; базирование во фрезерном приспособлении |
Штангенциркуль выборочно |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка для изготовления детали “Цапфа 0202623А” служит штамповка, получаемая горячей штамповка. Применение свободной ковки нецелесообразно, т.к. возрастают припуски на механическую обработку, а это ведёт к увеличению отходов металла в стружку.
Горячая штамповка выполняется на молотах и прессах в открытых и закрытых штампах, выдавливанием, гибкой, с применением различных процессов. С целью повышения точности размеров и улучшения качества поверхности штамповок применяют полугорячую штамповку, при которой ограничено образование окалины.
Горячая штамповка выполняется по двум схемам: в открытых и закрытых штампах. При штамповке в закрытых штампах получают более точные штамповочные заготовки, меньше расходуется материал. Штамповку в закрытых штампах иначе называют безоблойной.
Рассчитаем затраты на материал заготовки по формуле:
Sзаг=(Ci×q×Kт×Кс×Кв×Км×Кп/1000)-(Q-q) ×Sотх/1000 (1.10)
Где Ci – базовая стоимость 1 кг заготовок, руб.
Q – масса заготовки, кг.
q – масса готовой детали, кг.
Кт – коэффициент, который зависит от класса точности; принимаем Кт=1,0
Кс - коэффициент, который зависит от группы сложности; принимаем Кс=0,7
Кв - коэффициент, который зависит от массы штамповки; принимаем Кв=1,1
Км - коэффициент, который зависит от марки материала; принимаем Км=1,12
Кп - коэффициент, который зависит от объема производства; принимаем Кп=0,76
Подставив все данные в формулу (1.10), получим:
Sзаг=(2300×6,3×1,1×1,0×0,7×1,12×0,76/1000)-(8,5-6,3) ×2300/1000=7,75 руб
Определяем экономическую обоснованность выбора заготовки по формуле:
КИМ=Мд/Мз (1.11)
где Мд – масса готовой детали, кг. Мд=6,3 кг
Мз – масса заготовки, кг. Мз=8,5 кг
Таким образом
КИМ=6,3/8,5=0,74
Следовательно, 25,9 % металла уходит в стружку, что оправдывает данный метод получения заготовки.
При свободной ковке увеличивается припуск на механическую обработку. Масса заготовки была равна 16 кг. Следовательно, на каждой зоготовке мы экономим 16-8,5=7,5 кг. металла. В перерасчете на годовую программу получаем 3000×7,5=22500 кг. При стоимости стали 18ХГТ 2300000 руб. за тонну, экономия составляет 22,5×2300000=51750000 руб.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – легированная сталь 18ХГТ
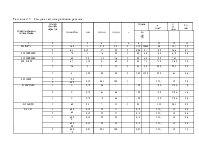
Группа стали – М2, степень сложности – С2, класс точности – Т4, исходный индекс – 14 по ГОСТ 7505 – 89
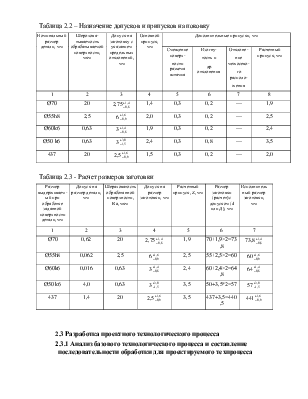
Таблица 2.2 – Назначение допусков и припусков на поковку
|
Номинальный размер детали, мм |
Шерохова-тываемость обрабатываемой поверхности, мкм |
Допуск на заготовку с указанием предельных отклонений, мм |
Основной припуск, мм |
Дополнительные припуски, мм |
|||
|
Смещение поверх- ности разъема штампа |
Изогну- тость и др. отклонения |
Отклоне- ние межосево- го располо- жения |
Расчетный припуск, мм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ø70 |
20 |
2,75 |
1,4 |
0,3 |
0,2 |
— |
1,9 |
|
Ø55h8 |
2,5 |
6 |
2,0 |
0,3 |
0,2 |
— |
2,5 |
|
Ø60k6 |
0,63 |
3 |
1,9 |
0,3 |
0,2 |
— |
2,4 |
|
Ø50 k6 |
0,63 |
3 |
2,4 |
0,3 |
0,8 |
— |
3,5 |
|
437 |
20 |
2,5 |
1,5 |
0,3 |
0,2 |
— |
2,0 |
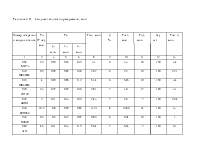
Таблица 2.3 - Расчет размеров заготовки
|
Размер выдерживаем-ый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шераховатость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполнительный размер заготовки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø70 |
0,62 |
20 |
2,75 |
1,9 |
70+1,9×2=73,8 |
73,8 |
|
Ø55h8 |
0,062 |
2,5 |
6 |
2,5 |
55+2,5×2=60 |
60 |
|
Ø60k6 |
0,016 |
0,63 |
3 |
2,4 |
60+2,4×2=64,8 |
64 |
|
Ø50 k6 |
4,0 |
0,63 |
3 |
3,5 |
50+3,5*2=57 |
57 |
|
437 |
1,4 |
20 |
2,5 |
3,5 |
437+3,5=440,5 |
441 |
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
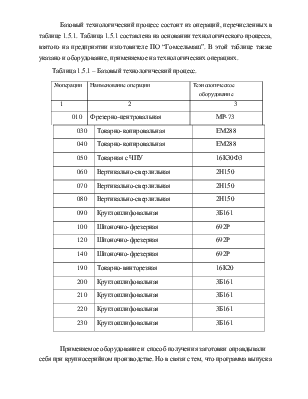
Базовый технологический процесс состоит из операций, перечисленных в таблице 1.5.1. Таблица 1.5.1 составлена на основании технологического процесса, взятого на предприятии изготовителе ПО “Гомсельмаш”. В этой таблице также указано и оборудование, применяемое на технологических операциях.
Таблица 1.5.1 – Базовый технологический процесс.
|
№операции |
Наименование операции |
Технологическое оборудование |
|
1 |
2 |
3 |
|
010 |
Фрезерно-центровальная |
МР-73 |
|
030 |
Токарно-копировальная |
ЕМ288 |
|
040 |
Токарно-копировальная |
ЕМ288 |
|
050 |
Токарная с ЧПУ |
16К30Ф3 |
|
060 |
Вертикально-сверлильная |
2Н150 |
|
070 |
Вертикально-сверлильная |
2Н150 |
|
080 |
Вертикально-сверлильная |
2Н150 |
|
090 |
Круглошлифовальная |
3Б161 |
|
100 |
Шпоночно-фрезерная |
692Р |
|
120 |
Шпоночно-фрезерная |
692Р |
|
140 |
Шпоночно-фрезерная |
692Р |
|
190 |
Токарно-винторезная |
16К20 |
|
200 |
Круглошлифовальная |
3Б161 |
|
210 |
Круглошлифовальная |
3Б161 |
|
220 |
Круглошлифовальная |
3Б161 |
|
230 |
Круглошлифовальная |
3Б161 |
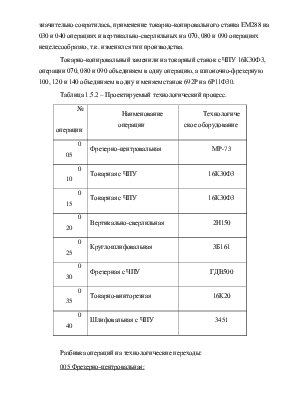
Применяемое оборудование и способ получения заготовки оправдывали себя при крупносерийном производстве. Но в связи с тем, что программа выпуска значительно сократилась, применение токарно-копировального станка ЕМ288 на 030 и 040 операциях и вертикально-сверлильных на 070, 080 и 090 операциях нецелесообразно, т.к. изменился тип производства.
Токарно-копировальный заменили на токарный станок с ЧПУ 16К30Ф3, операции 070, 080 и 090 объединяем в одну операцию, а шпоночно-фрезерную 100, 120 и 140 объединяем в одну и меняем станок 692Р на 6Р11Ф30.
Таблица 1.5.2 – Проектируемый технологический процесс.
|
№ операции |
Наименование операции |
Технологическое оборудование |
|
005 |
Фрезерно-центровальная |
МР-73 |
|
010 |
Токарная с ЧПУ |
16К30Ф3 |
|
015 |
Токарная с ЧПУ |
16К30Ф3 |
|
020 |
Вертикально-сверлильная |
2Н150 |
|
025 |
Круглошлифовальная |
3Б161 |
|
030 |
Фрезерная с ЧПУ |
ГДВ500 |
|
035 |
Токарно-винторезная |
16К20 |
|
040 |
Шлифовальная с ЧПУ |
3451 |
Разбивка операций на технологические переходы:
005 Фрезерно-центровальная:
1. Фрезеровать торцы 1,2 одновременно.
2. Центровать торцы 1,2 одновременно
010 Токарная с ЧПУ:
1.Точить поверхности 3 и 4 с образованием фасок 5 и 6.
015 Токарная с ЧПУ
1. Точить поверхности 7, 8, 9 с образованием фасок 10, 11, 12 и радиусов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.