суммарный объем удаляемых в процессе механической обработки фигур, см3
ρ – плотность материала заготовки, гр/см3
Vотх. = V1+V2+V3+V4+V5+V6+V7+V8+V9+V10+V11+V12+12V13; (2.10)
V1 =![]()
![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 2,0/4 =
2,0/4 = ![]() ;
;
V2= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
)![]() 7.5/4 =15925,7
7.5/4 =15925,7 ![]() ;
;
V3= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 2.5/4 =7404,5
2.5/4 =7404,5 ![]() ;
;
V4= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 13/4 =
13/4 =![]() ;
;
V5= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 2/4 =
2/4 =![]() ;
;
V6= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
)![]() 39,5/4 =
39,5/4 =![]() ;
;
V7= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 2,5/4 =
2,5/4 =![]() ;
;
V8= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
)![]() 5/4 =
5/4 = ![]()
V9= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 2/4 =1135,1
2/4 =1135,1 ![]()
V10= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 15/4 =
15/4 = ![]()
V11= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 2/4 =
2/4 = ![]()
V12= ![]() l = 3,14
х (
l = 3,14
х (![]() -
-![]() )
) ![]() 28/4 =
28/4 = ![]()
Vотх.=24236,3+15925,7+7404,5+21879,5+17242+98019,7+78500+6531,2+1135,1+11021,4+10996+20723,6= 128901мм3= 128,9 см3
mотх. мех. обр = 128,9![]() 7,2 = 928гр = 0,928
кг тогда
7,2 = 928гр = 0,928
кг тогда
mз = 8,5+0,928 = 9,428 кг
Нрасх = 9,428+0.2![]() 9,428 = 11,314
кг
9,428 = 11,314
кг
КИМ = 8,5/11,314 = 0.751
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового техпроцесса и составление последовательности
обработки для проектируемого техпроцесса
Базовый технологический процесс имеет следующую последовательность обработки поверхностей:
Операция 010 –Токарно- винторезная на станке 16К20
-) точить поверхность 13 с подрезкой торца 12
Операция 020 – Токарная с ЧПУ на станке 1П756ДФ32
-)подрезать торец 1
-) точить поверхность 8 за три прохода (черновое, получистовое и чистовое точение)
-) подрезать торец 10 за два прохода
-) расточить отверстие 3 за два похода
-) расточить отверстие 5
-) расточить фаску 2
-) расточить отверстие 16 за три прохода (черновое, получистовое и чистовое точение)
-) точить фаску 9
Операция 030 – Токарно- винторезная на станке 16К20
-) подрезать торец 14
-) расточить фаску15
Операция 040 – Вертикально-сверлильная на станке 2Н135
-) сверлить двенадцать отверстий 7 последовательно.
В соответствии с типом производства и направлениями совершенствования производства в отросли и на базовом предприятии и в целях снижения трудоемкости обработки ,предлагаю объединить обработку на токарно-винторезном станке 16К20 и на вертикально сверлильном с танке 2Н135 . И выполнять ее на фрезерном станке с ЧПУ ГФ2171.
Тогда последовательность обработки детали будет следующей:
Операция 010 –Токарно- винторезная на станке 16К20
-) точить поверхность 13 с подрезкой торца 12
Операция 020 – Токарная с ЧПУ на станке 1П756ДФ32
-) подрезать торец 1
-) точить поверхность 8 за три прохода (черновое, получистовое и чистовое точение)
-) подрезать торец 10 за два прохода
-) расточить отверстие 3 за два похода
-) расточить отверстие 5
-) расточить фаску 2
-) расточить отверстие 16 за три прохода (черновое, получистовое и чистовое точение)
-) точить фаску 9
Операция 030 – Фрезерная с ЧПУ на станке ГФ2171
-) фрезеровать торец 14
-) расточить фаску15
-) центровать двенадцать отверстий 7 последовательно
-) сверлить двенадцать отверстий 7 последовательно
2.3.2 Выбор и обоснование технологических баз
Выбор баз для черновой обработки:
Учитывая конфигурацию и форму обрабатываемой заготовки при выборе поверхности для черновой базы на первой операции необходимо учитывать следующие рекомендации:
В качестве технологических баз следует принимать поверхность достаточных размеров, что обеспечивает большую точность базирования и закрепления заготовки в приспособлении; эта поверхность должна иметь более высокий класс точности, наименьшую шероховатость, не иметь окалины и других дефектов;
В качестве черновой базы следует принимать поверхность, которая остается необработанной в готовой детали, что обеспечивает ее соосность с обрабатываемыми поверхностями;
База для первой операции должна выбираться с учетом обеспечения лучших условий обработки поверхностей, принимаемых в дальнейшем в качестве технологических баз.
Наиболее полно отвечает этим требованиям наружная поверхность и торец детали, в качестве черновой базы которые и выбираем на первой операции.
Выбор баз для чистовой обработки:
В качестве чистовых баз на операции 020 выбираем
обработанную наружную поверхность ![]() 115 и торец 14 детали; на операции 030 наружную
поверхность
115 и торец 14 детали; на операции 030 наружную
поверхность ![]() 290 и торец 1. Это обеспечивает выполнение следующих рекомендаций при выборе чистовых баз:
290 и торец 1. Это обеспечивает выполнение следующих рекомендаций при выборе чистовых баз:
Соблюдение принципа совмещения баз, согласно которому в качестве базовых поверхностей используются конструкторские и измерительные базы. При совмещении технологической и измерительной баз погрешность базирования равна нулю;
Выбранные технологические базы совместно с зажимными устройствами обеспечивают надежное, прочное крепление детали и неизменность ее положения во время обработки;
Принятые базы и
метод базирования позволяет применять простую и надежную конструкцию
приспособления, удобство установки и снятие обрабатываемой детали.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.8 – Выбор оборудования
|
№ оп. |
Код и модель станка |
Наименование станка |
Действительный фонд времени раб. оборудования в зависимости от категории ремонтной сложности станка |
Стоимость станка, мил. руб. |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характеристика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач мм/об (мм/мин) |
|||||
|
010 |
381101хххх 16К20 |
Токарно-винторезный |
24/4029 |
28,2 |
2505х 1190х 1500 |
Электр |
11 |
12,5-1600 |
0,05-2,8 |
|
020 |
381101хххх 1П756ДФ3 |
Токарный с ЧПУ |
42/4029 |
121,2 |
3200х 2000х 2600 |
Электр |
30 |
8-1600 |
1,0-2000 |
|
030 |
381612хххх ГФ2171 |
Фрезерный с ЧПУ |
38/4029 |
86,3 |
2660х 2560х 4200 |
Электр |
11 |
40-2000 |
10-1200 |
Таблица 2.9 – Выбор установочно-зажимных приспособлений
|
Номер операции и модель станка |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
Обозначение по стандарту |
|
|
010 16К20 |
396110хххх |
Патрон трехкулачковый |
Ручной |
|
7100-0035 ГОСТ2675-80 |
|
020 1П756ДФ3 |
396110хххх |
Патрон трехкулачковый |
Электр. |
|
- |
|
030 ГФ2171 |
396110хххх |
Приспособление специальное |
Ручной |
|
7100-0035 ГОСТ2675-80 |
Таблица 2.10- Выбор режущего инструмента
|
Номер и наименование операции |
Наименование режущего инструмента, его код |
Материал режущей части |
Техническая характеристика |
Обозначение по стандарту |
Применяемая СОТС |
|
010 16К20 |
392192хххх Резец |
ВК8 |
25х25 |
К01,4933.000-12ТУ2-035-892-82 |
Эмульсия |
|
020 1П756ДФ3 |
392151хххх Резец 392151хххх Резец 392151хххх Резец 392151хххх Резец |
ВК8 ВК8 ВК8 ВК8 |
25х25 25х16 25х25
|
К01.4933.000-13 ТУ2-035-892-82 2103-0008 ГОСТ18879-73 К01.4933.000-12 ТУ2-035-892-82 К01.4933.000-22 ТУ2-035-892-82 |
Эмульсия Эмульсия Эмульсия Эмульсия |
|
12х12
|
2214-0273 ГОСТ26595-85 - 2317-0109 ГОСТ14952-75 2301-0042 ГОСТ10903-77 |
Эмульсия Эмульсия Эмульсия Эмульсия. |
|||
|
030 ГФ2171 |
391890хххх Фреза 392151хххх Резец 391290хххх Сверло 391290хххх Сверло |
ВК8 ВК8 Р6М5 Р6М5 |
Таблица 2.11 - Выбор вспомогательного инструмента
|
Номер и наименование операции |
Наименование вспомогательного инструмента, его код |
Установка |
Обозначение, ГОСТ |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010 16К20 |
- |
- |
- |
- |
- |
- |
|
020 1П756ДФ3 |
392800хххх Державка 392800хххх Державка 392800хххх Державка |
По цилиндрической поверхности По цилиндрической поверхности По цилиндрической поверхности |
|
В прямоугольном пазу В прямоугольном пазу В прямоугольном пазу |
25х25 25х16 40х32 |
- - - |
|
030 ГФ2171 |
392800хххх Оправка 392800хххх Оправка 392810хххх Патрон 392800хххх Втулка |
По конической поверхности По конической поверхности По конической поверхности По конической поверхности |
Морзе 7:24 Морзе 7:24 Морзе 3 Морзе 3 |
По цилиндр. поверхности В прямоугольном пазу По цилиндр. поверхности По конической поверхности |
12х12
Морзе 2 |
- - - - |
Таблица 2.12 - Выбор измерительного инструмента
|
Номер и наимено-вание операции |
Наименование инструмента, его код |
Диапазон измерения инструмента |
Точность измере-ния инстру-мента |
Допуск измеряе-мого размера |
Обозначение по стандарту |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 16К20 |
393311хххх Штангенциркуль 393120хххх Калибр-скоба |
0-125
|
0,1 0,87 |
0,4 0,87 |
ШЦ I-125-0,1 ГОСТ166-89 - |
|
020 1П756ДФ3 |
393311хххх Штангенциркуль 393610хххх Шаблон 393610хххх Шаблон 393610хххх Шаблон 393143хххх Калибр-пробка 393311хххх Штангенциркуль 393143хххх Калибр-пробка 393120хххх Калибр-скоба 394250хххх Нутромер 394343хххх Контрольное приспособление |
0-125 10 25 37
0-400
50-100 0,05 |
0,1 0,4 0,4 0,4 0,32 0,1 0,035 0,081 0,005 0,05 |
0,4 0,4 0,4 0,4 0,32 1,3 0,035 0,081 0,009 0,06 |
ШЦ I-125-0,1 ГОСТ166-89 - - - 126-8140-4121 ШЦ –III-400-0,1 ГОСТ166-89 - 8102-0090 ГОСТ18355-73 НИ50-100 ГОСТ7244-75 - |
|
030 ГФ2171 |
393311хххх Штангенциркуль 393120хххх Пробка 393190хххх Калибр |
0-125
0,4 |
0,1 0,4 0,4 |
0,4 0,4 0,4 |
ШЦ I-125-0,1 ГОСТ166-89 - 126-8368-5311 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение режимов резания на проектируемые операции.
Сводная таблица режимов резания
Расчет режимов резания для перехода на станке с ЧПУ.
Операция 030 – сверление отверстий![]() 13.
13.
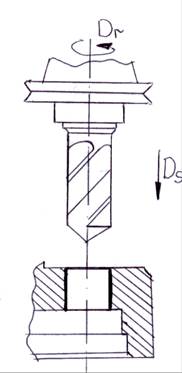
Рисунок 2.2- Эскиз обработки.
1.Выбор режущего инструмента:
Принимаем спиральное сверло диаметром D = 13 мм; материал режущей части – быстрорежущая сталь Р6М5. Геометрические параметры: 2φ = 118°; ψ = 55°; α = 11°; ω = 30°.
II. Назначаем режим резания:
1.Глубина резания:
2. Подача:
Рекомендуемая подача: S = 0,12..0,18
Т.к. длина сверления l =
12мм < 5D = 5![]() 13 = 65 мм, то вводим поправочный коэффициент
0,9
13 = 65 мм, то вводим поправочный коэффициент
0,9
S = (0,12÷0,18) ![]() 0,9 =0,11÷0,16 мм/об.
0,9 =0,11÷0,16 мм/об.
Корректируем подачу по паспорту станка S = 0,15 мм/об.
Принимаем подачу S-0,15 мм/об.
3. Назначаем период стойкости сверла:
Для сверла из быстрорежущей стали диаметром 13мм при обработке высокопрочного чугуна ВЧ45 рекомендуется период стойкости Т = 45 мин.
4. Скорость резания:
![]()
где ![]()
![]()
![]()
5. Частота вращения шпинделя:

Корректируем по паспорту станка и устанавливаем n = 450 мин-1
6. Действительная скорость резания:

7.Минутная подача:
![]()
1. Проверочный расчет по мощности станка:
![]()
Где ![]()
![]()
![]()
1.75![]()
1.75кВт![]() кВт – обработка возможна
кВт – обработка возможна
ІІІ. Основное время на обработку отверстия:
![]() То = Lр.х
, мин
То = Lр.х
, мин
n ![]() Sо где Lр.х – длина рабочего хода, мм
Sо где Lр.х – длина рабочего хода, мм
Lр.х = Lрез +у![]() , мм
, мм
Lрез = 12мм; у =3,9мм;![]()
![]()
То = 17.9/450 ![]() 0,15 = 0,26 мин
0,15 = 0,26 мин
Расчет для перехода фрезерование торца 14:
Рисунок 2.3- Эскиз обработки.
I Выбор режущего инструмента:
Для обработки принята торцовая насадная фреза со вставными ножами, оснащенная пластинами из твердого сплава по ГОСТ 26595-85.
Дф=125 мм; dо=40 мм; z=8;
Материал режущей части ВК8.
II Расчет режимов резания :
1. Глубина резания, t, мм
t = 2 мм
2. Подача на зуб, принятая Sz = 0,12 мм/зуб
3.Стойкость Т, мин
Т = 180 мин
4.Скорось резания Vрез , м/мин
Vрез
= Vтабл× ![]() , м/мин (2.19)
, м/мин (2.19)
![]()
![]() = 0.9
= 0.9
![]()
Vтабл=113 м/мин
V рез= 113×1,0×0,9×1,0=101,7 м/мин
5.Частота вращения n, мин-1
n= , мин-1 (2.20)
, мин-1 (2.20)
n= =
259,1 мин-1
=
259,1 мин-1
Принимаем 260 мин-1
6. Действительная скорость резания:
![]()

7.Минутная подача:
![]() мм/мин (2.22)
мм/мин (2.22)
![]()
8.Проверочный расчет по мощности:
![]() (2.23)
(2.23)
Где Е=0.05 ; ![]()

![]()
![]()
![]()
ІІІ. Определение основного времени:
![]() , мин
, мин
![]()

![]()
![]()
Таблица 2.13 – Сводная таблица режимов резания
|
№ оп. |
№ перехода, установа, наименование суппорта |
D или В, мм |
t, мм |
Lрез, мм |
Lр.х, мм |
i |
Подача |
n, мин-1 |
v, м/ мин |
То, мин |
||
|
Sо, мм/ об |
Sм, мм/ мин |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
010 16К20 |
Точить поверхность 1 с подрезкой торца 2 |
1 |
125 |
2,0 |
15 |
21 |
1 |
0,25 |
50 |
200 |
78,5 |
0,42 |
|
020 1П756ДФ3 |
- подрезать торец 1; -точить пов-сть 8 за три прохода (черновое, получист. и чистовое точение); - подрезать торец 10 за два прохода; -точить фаску 9; - расточить отверстие 3 за 2 прохода; |
1 1 1 1 2 2 2 3 3 |
295 295 291 290 290 290 290 272 273 |
2,0 2,0 0,5 0,2 2,0 0,5 3 2,0 0,5 |
13,7 39 39 39 42 42 3 10 10 |
20 45 45 45 48 48 6 15 15 |
1 1 1 1 1 1 1 1 1 |
0,25 0,25 0,15 0,06 0,25 0,15 0,25 0,25 0,15 |
25 25 15 7,2 25 18 25 25 18 |
100 100 100 120 100 120 100 100 120 |
92,6 92,6 91,3 109,3 90,9 109,3 90,9 85,4 102,9 |
0,8 1,8 3,0 6,25 1,92 2,67 0,24 0,6 0,83 |
окончание таблицы 2.13
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Итого |
- расточить отверсие 5 с подрезкой торца 6; - расточить фаску 2; - расточить отверстие 16 за три прохода (черновое, получистовое и чистовое точение). |
3 3 3 3 3 |
270 276 88,6 89,6 90 |
2,0 2.0 2,0 0,5 0,3 |
52 2.0 30 30 30 |
58 5 36 36 36 |
1 1 1 1 1 |
0,25 0,25 0,25 0,15 0,06 |
25 25 75 45 24 |
100 100 300 300 400 |
84,4 86,7 83,5 84,4 113,1 |
3,32 0,2 0,48 0,8 1,5 24,41 |
|
030 ГФ2171 Итого |
- фрезеро вать торец 14; -расточить фаску - центро вать 12 отв. 7 - сверлить 12 отв. 7 |
1 2 3 4 |
125 93 6,3 13 |
2,0 2.0 3,15 6,5 |
115 2.0 8 12 |
156 5 11 16 |
1 1 12 12 |
0,12мм/зуб 0.15 0,1 0,15 |
250 52.5 80 67,5 |
260 350 800 450 |
102,5 14.3 15,8 18,3 |
0,62 0,1 1,65 3,6 5,97 |
2.4.2 Разработка управляющей программы (УП) обработки детали
Исходные данные:
1) Станок – Фрезерный с ЧПУ ГФ2171;
2) УЧПУ-2С
3) Деталь типа «ступица»;
4) Материал ВЧ 45 ГОСТ 7293-85;
5) Заготовка- отливка ;
6) Тип производства- среднесерийный;
7) Эскиз обраблтки детали:
![]()
Рисунок
5- Эскиз обработки детали на станке с ЧПУ
2.4.3. Нормирование проектируемой операции. Сводная таблица норм времени
Расчет нормы штучно-калькуляционного времени на операцию 030 Фрезерная с ЧПУ (ГФ2171)
Таблица 2.14-Описание обработки на проектируемой операции
|
Наименование переходов технологических и машинно-вспомогательных |
Величина составляющих Тмв, мин |
|
|
Подвести инструмент |
0,02 |
|
|
Фрезеровать торец |
0,62 |
|
|
Отвести инструмент |
0.02 |
|
|
Изменить подачу |
0,06 |
|
|
Изменить частоту вращения |
0,06 |
|
|
Заменить инструмент |
0,03 |
|
|
Подвести инструмент |
0,02 |
|
|
Расточить фаску |
3,6 |
|
|
Отвести инструмент |
0,02 |
|
|
Изменить частоту вращения |
0,06 |
|
|
Изменить подачу |
0,06 |
|
|
Заменить инструмент |
0,03 |
|
|
Подвести инструмент |
0,02 |
|
|
Центрировать 12 отверстий |
1,65 |
|
|
Отвести инструмент |
0,02 |
|
|
Изменить подачу |
0,06 |
|
|
Изменить частоту вращения |
0,06 |
|
|
Заменить инструмент |
0,03 |
|
|
Подвести инструмент |
0,02 |
|
|
Сверлить 12 отверстий |
3,6 |
|
|
Отвести инструмент в исходное положение |
0.02 |
|
|
Вернуть параметры в исходное состояние |
0,08+0,07+0,07=0,22 |
|
|
|
2,01 |
|
В общем виде норма штучно-калькуляционного времени определяется
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.