








2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
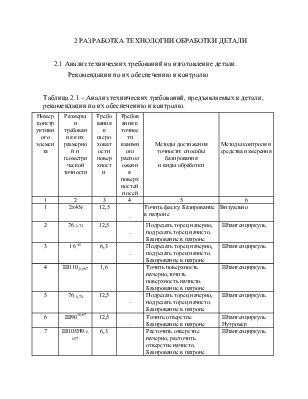
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1 |
2х45є |
12,5 |
- |
Точить фаску. Базирование в патроне |
Визуально |
|
|
2 |
76-0,74 |
12,5 |
- |
Подрезать торец начерно, подрезать торец начисто. Базирование в патроне |
Штангенциркуль |
|
|
3 |
16 ±1 |
6,3 |
- |
Подрезать торец начерно, подрезать торец начисто. Базирование в патроне |
Штангенциркуль |
|
|
4 |
Ш110-0,087 |
1,6 |
Точить поверхность начерно,точить поверхность начисто. Базирование в патроне |
Штангенциркуль |
||
|
5 |
76-0,74 |
12,5 |
- |
Подрезать торец начерно, подрезать торец начисто. Базирование в патроне |
Штангенциркуль |
|
|
6 |
Ш90+0,87 |
12,5 |
- |
Точить отверстие Базирование в патроне |
Штангенциркуль Нутромер |
|
|
7 |
Ш105Н9-0,057 |
6,3 |
Расточить отверстие начерно, расточить отверстие начисто. Базирование в патроне |
Штангенциркуль |
||
|
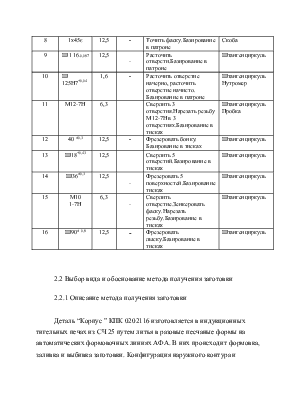
8 |
1х45є |
12,5 |
- |
Точить фаску.Базирование в патроне |
Скоба |
|
|
9 |
Ш 116-0,087 |
12,5 |
- |
Расточить отверсти.Базирование в патроне |
Штангенциркуль |
|
|
10 |
Ш 125Н7+0,04 |
1,6 |
- |
Расточить отверстие начерно, расточить отверстие начисто. Базирование в патроне |
Штангенциркуль Нутромер |
|
|
11 |
M12-7H |
6,3 |
Сверлить 3 отверстия.Нарезать резьбу М12-7Н в 3 отверстиях.Базирование в тисках |
Штангенциркуль Пробка |
||
|
12 |
40 ±0,3 |
12,5 |
- |
Фрезеровать бонку. Базирование в тисках |
Штангенциркуль |
|
|
13 |
Ш18+0,43 |
12,5 |
Сверлить 5 отверстий.Базирование в тисках |
Штангенциркуль |
||
|
14 |
Ш36±0,3 |
12,5 |
- |
Фрезеровать 5 поверхностей.Базирование тисках |
Штангенциркуль |
|
|
15 |
M10 1-7H |
6,3 |
- |
Сверлить отверстие.Зенкеровать фаску.Нарезать резьбу.Базирование в тисках |
Штангенциркуль |
|
|
16 |
Ш90± 0,8 |
12,5 |
- |
Фрезеровать лыску.Базирование в тисках |
Штангенциркуль |
|
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Деталь “Корпус ” КПК 0202116 изготовляется в индукционных тигельных печах из СЧ 25 путем литья в разовые песчаные формы на автоматических формовочных линиях АФА. В них происходит формовка, заливка и выбивка заготовки. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Внутренняя полость выполняется стержнем. Отливку не подвергают термообработке. После всего вышеперечисленного - зачищают заусенцы. После очистки и контроля отливку направляют в механический цех для обработки.
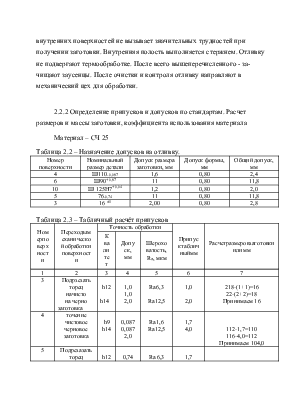
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – СЧ 25
Таблица 2.2 – Назначение допусков на отливку.
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки, мм |
Допуск формы, мм |
Общий допуск, мм |
|
4 |
Ш110-0,087 |
1,6 |
0,80 |
2,4 |
|
6 |
Ш90+0,87 |
11 |
0,80 |
11,8 |
|
10 |
Ш 125Н7+0,04 |
1,2 |
0,80 |
2,0 |
|
5 |
76-0,74 |
11 |
0,80 |
11,8 |
|
3 |
16 ±1 |
2,00 |
0,80 |
2,8 |
Таблица 2.3 – Табличный расчёт припусков
|
Номерповерхности |
Переходымеханическойобработкиповерхности |
Точность обработки |
Припусктабличныймм |
Расчетразмеровзаготовкиилимм |
||
|
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
3 |
Подрзезать торец начисто на черно заготовка |
h12 h14 |
1,0 1,0 2,0 |
Ra6,3 Ra12,5 |
1,0 2,0 |
218-(1+1)=16 22-(2+2)=18 Принимаем 16 |
|
4 |
точение чистовое черновое заготовка |
h9 h14 |
0,087 0,087 2,0 |
Ra1,6 Ra12,5 |
1,7 4,0 |
112-1,7=110 116-4,0=112 Принимаем 104,0 |
|
5 |
Подрезазать торец начисто на черно заготовка |
h12 h14 |
0,74 0,74 2,0 |
Ra 6,3 Ra12,5 |
1,7 4,0 |
79-(1,7+1,7)=75,6 87-(4+4)=79 Принимаем 76 |
|
6 |
точение черновое заготовка |
h14 |
0,87 2,0 |
Ra12,5 |
4,0 |
85+4,0=89 Принимаем 89 |
|
10 |
растачивание чистовое черновое заготовка |
H7 H14 |
0,04 0,04 2,0 |
Ra1,6 Ra12,5 |
1,0 4,0 |
124+1,0=125 120+4,0=124 Принимаем 125 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,78·10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 ,
,
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ =V1+V2+V3+V4
Vобщ = 37403+26097+1980+1358= 66838мм3
mотх.мех.обр = 66838· 7,78· 10-6 = 0,52кг
mз= 4,9+0,52 = 5,41кг
Коэффициент использования заготовки:

где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
,
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх = 5,41+0.52 = 5,93мм3
По произведенным расчетам мы пришли к мнению, что метод получения заготовки остается аналогичным базовому.
Таблица 2.4 – Определение последовательности обработки детали.
|
Последовательностьмеханическойобработки Н |
Точность обработки |
Способбазированиядеталивприспособлении |
Расчетпогрешностиустановкиумм |
|
|
Квалитет с допуском |
Шероховатость, Rа, мкм |
|||
|
Растачивание черновое |
Н14(0,87) |
12,5 |
Базированиевхкулачковомпатроне |
|
|
Растачивание чистовое |
Н7(0,04) |
1,6 |
||
Погрешность установки:
![]()
где ![]() – погрешность
базирования, мм;
– погрешность
базирования, мм;
![]() – погрешность
закрепления, мм;
– погрешность
закрепления, мм;
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
Базовый технологический процесс имеет следующую последовательность обработки поверхностей:
Операция 010 Токарно-винторезная на станке 16К20
Обточить поверхность 2 до диаметра 114 в размер 21+-15
Подрезать торец 3 в размер 94+-0,3
Подрезать торец 1 в размер 73 +-0,3
Операция 020 Токарная с ЧПУ на станке 1П426ДФ3
Подрезать торец 6 предварительно
Подрезать торец 6
Расточить отверстие 4 до диаметра 119,5
Точить фаску 5
Расточить отверстие 2
Расточить отверстие 1 до диаметра 99,5
Точить фаску 3
Расточить отверстие 4
Расточить отверстие 1
Операция 030 токарная с ЧПУ на станке 1П426ДФ3
Подрезать торец 3
Подрезать торец 1
Точить поверхность 2 до диаметра 110,5
Точить поверхность 2 с образованием фаски 4
Операция 040 Вертикально-фрезерная на станке 6Р12
Фрезеровать пять поверхностей 1
Операция 050 слесарная
Операция 060 вертикально-сверлильная на станке 2Н125
Сверлить пять отверстий 1 последовательно
Операция 070 Слесарная
Операция 080 Вертикально-сверлильная на станке 2Н125
Сверлить три отверстия 3 последовательно
Операция 090 Слесарная
Операция 100 Слесарная
Операция 110 Вертикально-фрезерная на станке 6Р12
Фрезеровать бонку 4,выдерживая размеры 40+-0,3,75+-0,3
Операция 120 Слесарная
Операция 130 Вертикально-сверлильная на станке 2Н125
Сверлить отверстие 2
Зенкеровать фаску 5
Операция 140 Слесарная
Операция 150 Вертикально-фрезерная на станке 6Р12
Фрезеровать лыску 1,выдерживая размеры 90+-0,8,0,5,+-0,5
Операция 160 Слесарная
Операция 170 Промывка
Операция 180 Контрольная
Недостатком базового технологического процесса является: применение слесарной операции для нарезания резьбы в трёх отверстиях 3, фрезеровании пяти поверхностей 1 на станке 6Р12, Сверлении пяти отверстий 1 на станке
2Н125
С целью концентрации операций, повышения степени механизации и уменьшения численности рабочих целесообразно использовать станок с ЧПУ.
Таким образом, целесообразно объединить операции 040,060,080 и применить сверлильный с ЧПУ станок СС2ВО5ПМФ4.
Операция 010 Токарно-винторезная на станке 16К20
Операция 020 Токарная с ЧПУ на станке 1П426ДФ3
Операция 030 токарная с ЧПУ на станке 1П426ДФ3
Операция 040 Сверлильная с ЧПУ на станке СС2ВО5ПМФ4
Операция 080 Вертикально-сверлильная на станке 2Н125
Операция 060 Вертикально-фрезерная на станке 6Р12
Операция 100 Вертикально-фрезерная на станке 6Р12
Операция 120 Слесарная
Операция 130 Промывка
Операция 140 Контрольная
Проектируемый технологический процесс представлен в сводной таблице режимов резания.
2.3.2 Выбор и обоснование технологических баз
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
В качестве черновых баз на первых операциях назначают те элементы, относительно которых обрабатываются будущие чистовые базы, и используют черновые базы только один раз, лучше, если это будут те поверхности корпуса, которые останутся необработанными в готовой детали.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.5 - Выбор оборудования
|
Номероперации |
Кодимодельстанка |
Наименованиестанка |
Действительныйфондвремениработыоборудованиявзависимостиоткатегорииремонтнойсложностистанка |
Стоимостьстанка |
Паспортные данные |
|||||
|
Габаритные размеры, мм |
Характеристика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/мин-1 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
010 |
16К20 |
Тока-рно-винторезный |
26818686 |
2700Ч1200 |
Ручной |
12,77 |
12,5-2000 |
0,025-2,8 |
||
|
020 |
1П426ДФ3 |
Токарный с ЧПУ |
34332345 |
3500Ч1300 |
Ручной |
13,13 |
12,5-2500 |
1-16 0,5-3000 |
||
|
030 |
1П426ДФ3 |
Токарный с ЧПУ |
34332345 |
3500Ч1300 |
Ручной |
13,13 |
12,5-2500 |
1-16 0,5-3000 |
||
|
040 |
СС2ВО5ПМФ4 |
Сверлильный с ЧПУ |
27000864 |
3100Ч2800 |
Ручной |
11 |
31,5...1400 |
5000 |
||
|
060 |
6П12 |
Вертикально-фрезерный |
16355932 |
2300Ч1900 |
Ручной |
9,82 |
45-2000 |
0,1-1,6 |
||
|
080 |
2Н125 |
Вертикально-сверлильный |
8954167 |
1300Ч1000 |
Ручной |
2,93 |
12,5-2000 |
0,1-1,2 |
||
|
100 |
6П12 |
Вертикально-фрезерный |
16355932 |
2300Ч1900 |
Ручной |
9,82 |
45-2000 |
0,1-1,6 |
||
Таблица 2.6 – Выбор установочно-зажимных приспособлений
|
Номероперацииимодельстанка |
Приспособление |
|||||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
Обозначение по стандарту |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
010 |
396111 хххх |
Патрон |
Ручной |
Ш250 |
7102-0073 2-1-П ГОСТ 24351 |
|||
|
020 |
396110 хххх |
Патрон |
Ручной |
Ш250 |
7102-0073 2-1-П ГОСТ 24351 |
|||
|
030 |
396110 хххх |
Патрон |
Ручной |
Ш250 |
7102-0073 2-1-П ГОСТ 24351 |
|||
|
040 |
396100 хххх |
Приспособление |
Ручной |
М 17 |
1-353-7255-5309 |
|||
|
060 |
396130 хххх |
тиски |
Ручной |
М 20 |
7827-0263 ГОСТ4075-45 |
|||
|
080 |
396100 хххх |
Приспособление |
Ручной |
М 17 |
1-353-7388-6905 |
|||
|
100 |
396130 хххх |
тиски |
Ручной |
М 20 |
7827-0263 ГОСТ 4045-75 |
|||
Таблица 2.7 – Выбор режущего инструмента
|
Номероперацииимодельстанка |
Режущий инструмент |
||||||
|
Код и наименование режущего инструмента |
Материал режущей части |
Техническая характеристика |
Обозначение по стандарту |
Применяемая СОТС |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
010 16К20 |
Резец 392150 хххх |
ВК8 |
16Ч25 |
ГОСТ 18877-73 |
Эмульсия СТП 399-450-2001 |
||
|
020 1П426ДФ3 |
Резец MWLNL 2525M-08W Резец MWLNL 2525M-08W РезецS25T MWLNR-08W Резец A25R MWLNR-06W |
WNNG 080412-NRic 9015 WNMG080408-WCic 9015 WNMG 080412-NZic 9015 WNMG06Т 302-NFic9015 |
16Ч25 16Ч25 16Ч25 16Ч25 |
Пластина WNNG 080412-NRic 9015 Пластина WNMG080408-WCic 9015 Пластина WNMG 080412-NZic 9015 Пластина WNMG06Т 302-NFic9015 |
Эмульсия СТП 399-450-2001 |
||
|
030 1П426ДФ3 |
Резец SLLNL 2525M-16HF Резец MWLNL 2525M-08W |
LNMX1608L-HFic9015 WNMG080408-WCic 9015 |
16Ч25 16Ч25 |
Пластина LNMX1608L-HFic9015 Пластина WNMG080408-WCic 9015 |
Эмульсия СТП 399-450-2001 |
||
|
040 СС2ВО5ПМФ4 |
Фреза 391850 хххх сверло 391235 хххх сверло 391235 хххх Метчик 391391 хххх |
Т15К6 Р6М5 Р6М5 Т15К6 |
Ш36 Ш18 Ш10 М12-7Н |
Фреза012-2223-30-24 сверло Guhring2464 Сверло Guhring2464 Метчик 2620-1515 ГОСТ 3266-81 |
Эмульсия СТП 399-450-2001 |
||
|
060 6Р12 |
Фреза 391850 хххх |
Т15К6 |
Ш40 |
Фреза 012-2223-3003 |
Эмульсия СТП 399-450-2001 |
||
|
080 2Н125 |
сверло 391235 хххх |
Р6М5 Т15К6 |
Ш9 Ш11 |
Сверло2301-0023 ГОСТ 10903-77 Зенковка 2353-0121 ГОСТ 14953-80 |
Эмульсия СТП 399-450-2001 |
||
|
100 6Р12 |
Фреза 391850 хххх |
Т15К6 |
Ш40 |
Фреза 012-2256-3003 |
Эмульсия СТП 399-450-2001 |
||
Таблица 2.8 – Выбор вспомогательного инструмента
|
Номероперацииимодельстанка |
Кодинаименованиевспомогательногоинструмента |
Установка |
Обозначениепостандарту |
||||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
||||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
010 16К20 |
392800 ххххРезцедержатель при станке |
- |
- |
- |
- |
- |
|
|
020 1П426ДФ3 |
392800 ххххРезцедержатель при станке Втулка 392800хххх |
В отв.револьверн.головки отв.револьверн.головки |
Ш50 Ш50 |
В паз резцедержателя В отверстие втулки |
25Ч25 Морзе 2 |
Резцеднржатель1-50 ОСТ2П15-384 Втулка 50-1ост 2 1112-11-84 |
|
|
030 1П426ДФ3 |
392800 ххххРезцедержатель при станке |
В отв.револьверн.головки |
Ш50 |
В паз резцедержателя |
25Ч25 |
Резцеднржатель1-50 ОСТ2П15-384 |
|
|
040 СС2ВО5ПМФ4 |
Втулка 392800хххх Втулка 392800хххх |
В шпиндель станка В отв.револьверн.головки В отв.револьверн.головки |
Морзе 3 Ш18 Ш10 |
В отверстие втулки В отверстие втулки В отверстие втулки |
Морзе 2 Морзе 2 Морзе 2 |
Втулка6103-0004 ГОСТ 13790-68 Втулка6103-0004 ГОСТ 13790-68 Втулка6103-0004 ГОСТ 13790-68 |
|
|
060 6Р12 |
Втулка 392800хххх |
В шпиндель станка |
Морзе 3 |
В отверстие втулки |
Морзе 2 |
Втулка6103-0004 ГОСТ 13790-68 |
|
|
080 2Н125 |
Втулка 392800хххх |
В отв.револьверн.головки |
Ш9 |
В отверстие втулки |
Морзе 2 |
Втулка6100-0142 ГОСТ 13598-85 |
|
|
100 6Р12 |
Втулка 392800хххх |
В шпиндель станка |
Морзе 3 |
В отверстие втулки |
Морзе 2 |
Втулка6103-0004 ГОСТ 13790-68 |
|
Таблица 2.9 – Выбор измерительного инструмента.
|
Номер операции и модель станка |
Код и наименование инструмента |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряемого размера |
Обозначение по стандарту |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 16К20 |
393312 хххх Штангенциркуль |
250 |
0,05 |
0,7 |
ШЦ 2-250-0,05ГОСТ 166-89 |
|
020 1П426ДФ3 |
393312 хххх Штангенциркуль 393311 хххх Штангенциркуль 394250 хххх |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.