









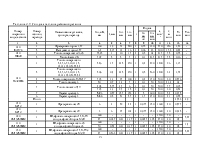
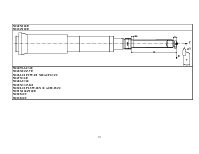



2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований, предъявленных к детали.
Рекомендации по их обеспечению и контролю
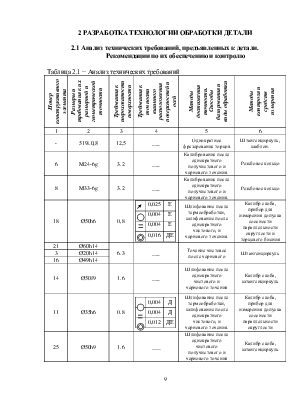
Таблица 2.1 − Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности
|
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности. Способы базирования и виды обработки |
Методы контроля и средств измерения |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||||||||
|
- |
519±0,8 |
12,5 |
___ |
Однократное фрезерование торцов |
Штангенциркуль, шаблон. |
||||||||||||
|
6 |
M24-6g |
3.2 |
___ |
Калибрование после однократного получистового и чернового точения. |
Резьбовое кольцо |
||||||||||||
|
8 |
M33-6g |
3.2 |
___ |
Калибрование после однократного получистового и чернового точения. |
Резьбовое кольцо |
||||||||||||
|
18 |
Ø50h6 |
0,8 |
|
Шлифование после термообработки, шлифование после однократного чистового, и чернового точения. |
Калибр скоба, прибор для измерения допуска соосности параллельности округлости и торцевого биения |
||||||||||||
|
21 |
Ø60h14 |
6.3 |
___ |
Точение чистовое после чернового |
Штангенциркуль |
||||||||||||
|
3 |
Ø20h14 |
||||||||||||||||
|
16 |
Ø49h14 |
||||||||||||||||
|
14 |
Ø50f9 |
1.6 |
___ |
Шлифование после однократного чистового и чернового точения |
Калибр скоба, штангенциркуль |
||||||||||||
|
11 |
Ø35h6 |
0.8 |
|
Шлифование после термообработки, шлифование после однократного чистового, и чернового точения. |
Калибр скоба, прибор для измерения допуска соосности параллельности округлости |
||||||||||||
|
25 |
Ø50h9 |
1.6 |
___ |
Шлифование после однократного чистового получистового и чернового точения |
Калибр скоба, штангенциркуль |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
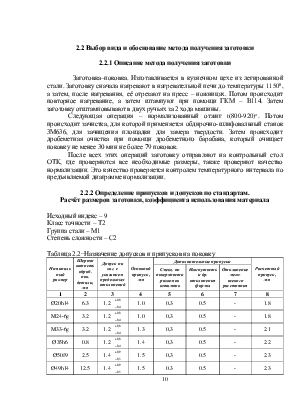
Заготовка–поковка. Изготавливается в кузнечном цехе из легированной стали. Заготовку сначала нагревают в нагревательной печи до температуры 11500, а затем, после нагревания, её отрезают на пресс – ножницах. Потом происходит повторное нагревание, а затем штампуют при помощи ГКМ – В114. Затем заготовку отштамповывают в двух ручьях за 2 хода машины.
Следующая операция – нормализованный отжиг t(800-920)о. Потом происходит зачистка, для которой применяется обдирочно-шлифовальный станок 3М636, для зачищения площадки для замера твердости. Затем происходит дробеметная очистка при помощи дробеметного барабана, который очищает поковку не менее 30 мин не более 79 поковок.
После всех этих операций заготовку отправляют на контрольный стол ОТК, где проверяются все необходимые размеры, также проверяют качество нормализации. Это качество проверяется контролем температурного интервала по предъявляемой диаграмме нормализации.
2.2.2 Определение припусков и допусков по стандартам.
Расчёт размеров заготовки, коэффициента использования материала
Исходный индекс – 9
Класс точности – Т2
Группа стали – М1
Степень сложности – С2
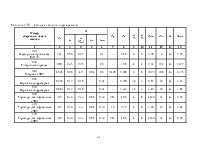
Таблица 2.2−Назначение допусков и припусков на поковку
|
Номиналь ный размер |
Шерохо ватость обраб. пов. детали, мм |
Допуск на заг. с указанием предельных отклонений |
Основной припуск, мм |
Дополнительные припуски |
Расчетный припуск, мм |
||
|
Смещ. по поверхности разъемов штампов |
Изогнутость и др. отклонения формы |
Откланение меж-осевого расстояния |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ø20h14 |
6.3 |
1.2 |
1.0 |
0,3 |
0.5 |
- |
1.8 |
|
M24-6g |
3.2 |
1.2 |
1.0 |
0,3 |
0.5 |
- |
1.8 |
|
M33-6g |
3.2 |
1.2 |
1.3 |
0,3 |
0.5 |
- |
2.1 |
|
Ø35h6 |
0.8 |
1.2 |
1.4 |
0,3 |
0.5 |
- |
2.2 |
|
Ø50f9 |
2.5 |
1.4 |
1.5 |
0,3 |
0.5 |
- |
2.3 |
|
Ø49h14 |
12.5 |
1.4 |
1.5 |
0.3 |
0.5 |
- |
2.3 |
|
Ø50h6 |
0.8 |
1.4 |
1.5 |
0.3 |
0.5 |
- |
2.3 |
|
Ø50h9 |
2.5 |
1.4 |
1.5 |
0.3 |
0.5 |
- |
2.3 |
|
519 |
12.5 |
2.5 |
1.5 |
0.3 |
0.5 |
- |
2.3 |
|
501 |
12.5 |
2.5 |
1.5 |
0.3 |
0.5 |
- |
2.3 |
|
206 |
12.5 |
2.0 |
1.3 |
0.3 |
0.5 |
- |
2.1 |
|
157 |
12.5 |
1.6 |
1.2 |
0.3 |
0.5 |
- |
2.0 |
|
150 |
12.5 |
2.5 |
1.2 |
0.3 |
0.5 |
- |
2.0 |
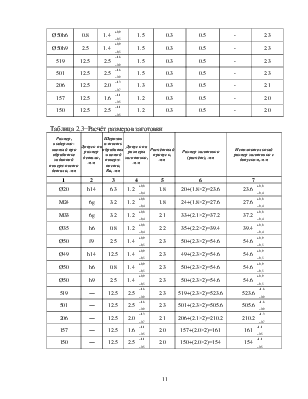
Таблица 2.3−Расчёт размеров заготовки
|
Размер, выдержи-ваемый при обработке заданной поверх-ности детали, мм |
Допуск на размер детали, мм |
Шерохова-тость обрабаты-ваемой поверх-ности, Ra, мм |
Допуск на размеры заготовки, мм |
Расчётный припуск, мм |
Размер заготовки (расчёт), мм |
Исполнительный размер заготовки с допуском, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø20 |
h14 |
6.3 |
1.2 |
1.8 |
20+(1.8×2)=23.6 |
23.6 |
|
M24 |
6g |
3.2 |
1.2 |
1.8 |
24+(1.8×2)=27.6 |
27.6 |
|
M33 |
6g |
3.2 |
1.2 |
2.1 |
33+(2.1×2)=37.2 |
37.2 |
|
Ø35 |
h6 |
0.8 |
1.2 |
2.2 |
35+(2.2×2)=39.4 |
39.4 |
|
Ø50 |
f9 |
2.5 |
1.4 |
2.3 |
50+(2.3×2)=54.6 |
54.6 |
|
Ø49 |
h14 |
12.5 |
1.4 |
2.3 |
49+(2.3×2)=54.6 |
54.6 |
|
Ø50 |
h6 |
0.8 |
1.4 |
2.3 |
50+(2.3×2)=54.6 |
54.6 |
|
Ø50 |
h9 |
2.5 |
1.4 |
2.3 |
50+(2.3×2)=54.6 |
54.6 |
|
519 |
― |
12.5 |
2.5 |
2.3 |
519+(2.3×2)=523.6 |
523.6 |
|
501 |
― |
12.5 |
2.5 |
2.3 |
501+(2.3×2)=505.6 |
505.6 |
|
206 |
― |
12.5 |
2.0 |
2.1 |
206+(2.1×2)=210.2 |
210.2 |
|
157 |
― |
12.5 |
1.6 |
2.0 |
157+(2.0×2)=161 |
161 |
|
150 |
― |
12.5 |
2.5 |
2.0 |
150+(2.0×2)=154 |
154 |
2.2.3 Расчёт размеров и массы заготовки, коэффициента использования материала
mз=mд+mотх.м.о., кг (2.1)
где mд − масса детали, кг;
mотх.м.о − масса отходов механической обработки, кг;
mотх.м.о=Vотх.×ρ, кг (2.2)
где ρ − плотность материала заготовки, кг/мм3;
Vотх − суммарный объём удаляемого в процессе механической обработки материала, т. е. объём припусков, мм3.
Vотх.= V1+V2+V3+V4+V5+V6 +V6 мм3 (2.3)
V1= (2.4)
(2.4)
V1= (2.5)
(2.5)
V1= мм3
мм3
V2= мм3
мм3
V3= мм3
мм3
V4= мм3
мм3
V5= мм3
мм3
V6= мм3
мм3
V7= мм3
мм3
V8= мм3
мм3
V9= мм3
мм3
V10= мм3
мм3
V11= мм3
мм3
V12= мм3
мм3
V13=мм3
V14= мм3
мм3
V15= мм3
мм3
V15= мм3
мм3
Vотх.=831+1479+1136+30039+2064+5786+3744+56657+5112+47639+
+3744+3777+3744+4446+7966+1950=176369 мм3
mотх.мех.обр. = 176369×7,78×10-6=1.372 кг
mз=6,9+1,6=8,5 кг
mотх.з.= кг
кг
Нрасх.=8,5+0,85=9,35 кг
КИМ= (2.6)
(2.6)
КИМ=![]() =0,73
=0,73
КИМТП < КИМпр.
Коэффициент использования материала в базовом ТП меньше чем в проектном варианте. В дальнейших заготовках принята заготовка: поковка.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Последовательность обработки детали в базовом технологическом процессе
010 Фрезерно-центровальная (станок модели КЛ173)
040 Токарновинторезная (станок модели 16К20)
050 Токарная с ЧПУ (станок модели 16А20Ф3)
060 Шпоночно фрезерная (станок модели 692Р)
080 Шпоночно фрезерная (станок модели 692Р)
100 Торцешлифовальная (станок модели 3Т161)
110 Торцешлифовальная (станок модели 3Т161)
150 Торцешлифовальная (станок модели 3Т161)
160 Торцешлифовальная (станок модели 3Т161)
170 Торцешлифовальная (станок модели 3Т161)
180 Торцешлифовальная (станок модели 3Т161)
Недостатком базового технологического процесса является: использование торцекруглошлифовальных станков для обработки поверхностей. С целью концентрации операций и уменьшением численности рабочих и рабочего времени принимаем торцекруглошлифовальный станок с ЧПУ. Таким образом, следует объединить операции 100, 110; 150,160,170,180 и применить шлифовальный станок с ЧПУ 3М152МВФ2; также предлагается заменить шпоночно-фрезерную операцию на вертикально-фрезерную с заменой на более дорогого станка 692Р на более дешевый 6Р12.
В связи с этим проектируемый технологический процесс будет выглядеть следующим образом:
010 Фрезерно-центровальная (станок модели КЛ173)
030 Токарно-винторезная (станок модели 16К20)
040 Токарная с ЧПУ (станок модели 16А20Ф3)
050 Шпоночно-фрезерная (станок модели 6Р12)
070 Шпоночно-фрезерная (станок модели 6Р12)
090 Торцешлифовальная (станок модели 3М152МВФ2)
120 Торцешлифовальная (станок модели 3М152МВФ2)
130 Торцешлифовальная (станок модели 3М152МВФ2)
2.3.2 Выбор и обоснование технологических баз
В качестве черновой базы на операции 010 выбрана наружная поверхность Ø57, по которой осуществляется зажим; на данной операции обрабатываются два торца и сверлятся два центровочных отверстия.
На операции 030 в качестве базы применяют центровые гнезда, деталь устанавливается на передний плавающий и задний вращающийся центр с упором в торец, с передачей вращения на деталь повадковым патроном
На операции 040 в качестве базы используют поверхность, обработанную на предыдущей операции. Установка производится в трехкулачковый патрон и задний вращающийся центр.
На вертикально-фрезерных операциях 050 и 070 используется специальное фрезерное приспособление, в качестве чистовой базы использована поверхность Ø49, т.к. выполняется принцип совмещения баз.
На круглошлифовальных операциях 090, 110 и 120 в качестве чистовых баз используются центровые гнезда.
2.3.3 Выбор оборудования и технологической оснастки
Данные по выбранному оборудованию заносятся в таблицу 2.4
Таблица 2.4 − Выбор оборудования
|
Номер операции |
Код и модель станка |
Наименование станка |
Стоимость станка, млн.руб |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характеристика привода |
Мощность, кВт |
Ряд частот. мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
3816хх КЛ173 |
Фрезерно-центровальный |
26,7 |
3790х2130 |
Электропривод |
19 |
125…720 |
20…400 |
|
030 |
381101 16К20 |
Токарно-винторезный |
42,7 |
2505х1190 |
Электропривод |
11 |
22 ряда частот 12,5…1600 |
22 ряда подач 0,05…0,6 |
|
040 |
381111 16А20Ф3 |
Токарный с ЧПУ |
50,4 |
3700х2260 |
Электропривод |
11 |
20…2500 |
|
|
050 070 |
3816хх 6Р12 |
Вертикально- фрезерный |
56 |
2305[1950 |
Электропривод |
7.5 |
3,15…1600 |
25…1250 |
|
090 110 120 |
38131х 3М152МВФ2 |
Круглошлифовальный с ЧПУ |
61 |
49752337 |
Электропривод |
11 |
1590 |
0,05…5 |
Таблица 2.5 − Выбор технологической оснастки
|
Номер операции |
Приспособление |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
Фрезы торцевые, сверла центровочные |
391831 391268 |
Призмы самоцентрирующие |
392870 |
Шаблон |
393610 |
||
|
030 |
Патрон поводковый |
396111 |
Резец токарный упорный, резец фасочный |
392113 392115 |
Центр вращающийся |
396111 |
Штангенциркуль, калибр скоба |
393311 393122 |
|
040 |
Патрон трехкулачковый |
396111 |
Резец упорный с трехгранной пластиной из твердого сплава (чистовой и черновой), Резец углом φ1350 Резцы канавочные, Резец резьбовой |
392191 392191 392195 392194 |
Центр вращающийся. |
392842 |
Штангенциркуль, калибры скоба, калибры кольца шаблон |
393311 393122 393144 393610 |
|
050 070 |
Приспособление фрезерное |
Фрезы концевые |
391821 |
Оправка |
Штангенциркуль, шаблон |
393311 393610 |
||
|
090 110 120 |
Патрон поводковый |
396111 |
Шлифовальный круг |
397731 |
Центры упорные жесткие |
392844 |
Штангенциркуль, калибры скоба |
393311 393122 |
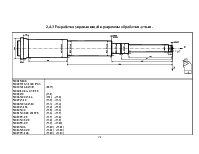
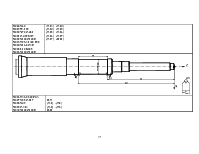
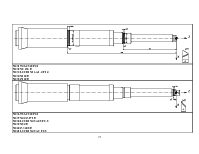
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных размеров
Расчёт припусков представлен в табличной форме.
Таблица 2.6 −Определение последовательности обработки детали
|
Последовательность механической обработки поверхности Ø 50f9 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчёт погрешности установки, Eу, мм |
|
|
Квалитет с допуском, мм |
Шероховатость, Ra, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Черновое точение |
h14 |
12.5 |
Базирование в трёхкулачковом патроне и поджимом вращающимся центром | |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.