заводскому технологическому процессу метод получения заготовки- литье в песчаную форму, материал – ВЧ45. Для получения заготовки приготавливают смесь и подают на участок формовки с помощью ленточного транспорта .
Формовка осуществляется с помощью автоматической формовочной линии AFL-30, где готовят верхнюю и нижнюю опоки.
Плавильная операция осуществляется в индукционных тигельных печах модели ИЧТ-31 . Чугун, расплавленный для заливки , из воронки выпускают в поворотный ковш, который имеет снаружи стальной кожух, внутри он футерован огнеупорным кирпичом. После проверки осуществляют заливку металла. Затем идет выбивка отливки из формы, отливку отделяют от литниковой системы. Очистка отливки осуществляется с помощью дроби в дробеметной камере модели СН12Х18. Качество отливки проверяют внешним осмотрам.
Внутренняя полость получается с помощью стержня. Заусенец зачищают с помощью обдирочно-шлифовального станка 3Е375. После очистки и контроля отливку направляют в механический цех для обработки.
2.2.2 Определение допусков на размеры заготовки, назначение
припусков, расчёт размеров и массы заготовки.
Материал –ВЧ 45
Точность отливки- 10-4-3-10 по ГОСТ 26645-85
Таблица 2.2−Назначение допусков на отливку
|
Номер поверхности |
Номиналь ный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
|||
|
15 |
Ø130h12-0,4 |
3,2 |
0,32 |
3,2 |
|||
|
4,17 |
69 |
2,8 |
0,24 |
3,2 |
|||
|
10,13 |
10±0,5 |
1,6 |
0,24 |
1,6 |
|||
|
9 |
Ø140h9-0,1 |
3,2 |
0,32 |
3,2 |
|||
|
20 |
Ø100H7+0,035 |
2.8 |
0,24 |
3.2 |
|||
|
10,14 |
13 |
1,8 |
0,24 |
2,0 |
|||
|
18,16 |
30 |
2,2 |
0,24 |
2,4 |
|||
Таблица 2.3 – Табличный расчет припусков.
|
№ поверхности |
Переходы механообработки поверхности |
Точность обработки |
Припуск табличный, t, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø130h12-0,4 |
Точение получистовое |
h12 |
0.4 |
Ra1.6 |
0,9 2×0,45 |
130 |
|
Точение черновое |
h14 |
0.8 |
Ra12.5 |
3,9 2×1,95 |
130+0,9=130,9 |
|
|
отливка |
2.0 |
Rz800 |
130,9+3,9=134,8 Ø135±1.0 |
|||
|
Ø100H7+0,035 |
Растачивание тонкое |
H7 |
0.035 |
Ra 1,6 |
0,1 |
100 |
|
Растачивание получистовое |
H12 |
0,35 |
Ra 3,2 |
1,4 |
100-0,1=99,9 |
|
|
Растачивание черновое |
H14 |
0.87 |
Ra6,3 |
3,5 |
99,9-1,4=98,5 |
|
|
отливка |
1.6 |
Rz800 |
98,5-3,5=95 Ø95±1,0 |
|||
|
Ø140h9-0,1 |
Точение чистовое |
h9 |
0.1 |
Ra1.6 |
0,2 |
140 |
|
Точение получистовое |
h11 |
0.25 |
Ra6.3 |
1,2 |
140+0,2=140,2 |
|
|
Точение черновое |
h14 |
1 |
Ra12.5 |
3,2 |
140,2+1,2=141,4 |
|
|
отливка |
2.0 |
Rz800 |
141,4+3,2=144,6 Ø144,5±1.0 |
|||
|
69 |
Подрезка торца |
H14 |
0.74 |
Ra12.5 |
3,0 |
69 |
|
отливка |
3.2 |
Rz800 |
69+3,0=72 72±1,0 |
|||
Окончание таблицы 2.3
|
2 |
3 |
5 |
5 |
6 |
7 |
||||
|
13 |
Подрезка торца |
H14 |
0.43 |
Ra12.5 |
4,0 |
13 |
|||
|
отливка |
2.0 |
Rz800 |
13+4,0=17 17±1,0 |
||||||
|
30 |
Точение чистовое |
Ra 1,6 |
0,1 |
30 |
|||||
|
Точение получистовое |
Ra 3,2 |
1,2 |
30-0,1=29,9 |
||||||
|
Точение черновое |
Ra6,3 |
2,2 |
29,9-1,2=28,7 |
||||||
|
отливка |
2,0 |
Rz800 |
28,7-2,2=26,5 26,5±1,0 |
||||||
Расчет массы спроектированной заготовки:
mз=mд+mотх.
где mотх.– масса удаляемого в процессе механической обработки слоя металла, кг
mотх. =Vотх. ![]() ρ, кг где Vотх. – суммарный объём удаляемых в процессе механической
обработки фигур, мм3;
ρ, кг где Vотх. – суммарный объём удаляемых в процессе механической
обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3

Vобщ= V1+V2+V3 +V4 +V5 +V6+V7+V8 +V9 +V10
Vобщ=2261.24+1507.49+1815.31+1913.43+2600.31+1560.18+8792+34565+
+14627,69+1062,44=70705,09мм3
mотх.мех.обр =70705![]() 7.2∙10-6=0.51 кг
7.2∙10-6=0.51 кг
mз=4.1+0.51=4.61кг
Коэффициент использования заготовки:

где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
где Нрасх – пересчитанная норма расхода материала, кг:
Нрасх.=mз+mотх. кг
mотх.= mз×10%=4,61×10=0,461 кг
Нрасх.=4.61+0,461=5.07 кг
 >0.75
>0.75
Увеличение коэффициент использования материала позволит уменьшить трудоемкость изготовления детали.
2.3 РАЗРАБОТКА ПРОЕКТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Недостатком базового технологического процесса является использование большого количества станков. С целью концентрации операций, уменьшением численности рабочих целесообразно применить станки с ЧПУ.
В проектируемом технологическом процессе целесообразно выполнять операции 030…070 на сверлильно-фрезерно-расточном станке с ЧПУ СС2В05ПМФ4.
Базовый технологический процесс состоит из следующих операций:
010 Токарная с ЧПУ 16К20Ф3
подрезать торец 4,точить поверхность Ø140h9, снять фоски на Ø140-0,7,расточить отверстие Ø95H12
020 Токарная с ЧПУ 16К20Ф3
подрезать торец 17, точить поверхность Ø130h12, точить отверстие Ø99.6+0,2, снять фаску в отв. Ø99.6+0,2
расточить отверстие Ø100H7
030 Вертикально-фрезерная 6Р12
фрезеровать впадину R14±1
фрезеровать впадину R14±1
040 Фрезерная с ЧПУ ГФ2171
центровать 10 отверстий сверлить 7 отверстий Ø11+0,43
сверлить 3 отверстия Ø6.7+0,26
050 Фрезерная с ЧПУ ГФ2171
центровать 6 отверстий сверлить 6 отверстия Ø6.7+0,26 под резьбу М8-7H
060 Радиально-сверлильная 2Л53У
зенковать 7 фасок в отверстии Ø11+0,43
070 Слесарная нарезать резьбу М8-7H в 9 отверстий
2.3.2 Выбор и обоснование выбора технологических баз
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещениябаз.
В качестве черновых баз на первых операциях назначают те элементы, относительно которых обрабатываются будущие чистовые базы. Черновые базы используют только один раз лучше, если это будут те поверхности корпуса, которые останутся необработанными в готовой детали.
На операции 010 «Токарная с ЧПУ» заготовку устанавливают в патрон. Базирование осуществляется по наружной цилиндрической поверхности (черновая база).На данной операции получают чистовые базовые поверхности, которые используются на следующих операциях.
На операции 020 «Токарная с ЧПУ» заготовку устанавливают в патроне по внутренней поверхности 2, которая была обработана на 010 операции.
На операции 030 «Сверлильная с ЧПУ» заготовку устанавливают в приспособление по наружной поверхности 9, которая была обработана на 010 операции. За этот счет выполняется совмещение баз.
2.3.3 Выбор оборудования и технологической оснастки
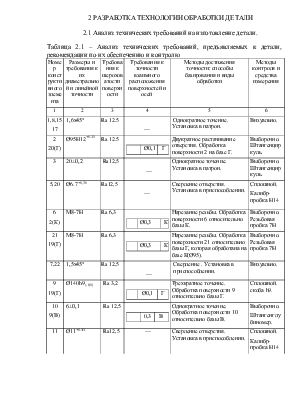
Таблица 2.4 – Выбор измерительного инструмента
|
Номер операции и модель станка |
Код и наименование инструмента |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряемого размера |
Обозначение по стандарту |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 Токарная с ЧПУ. |
393311 Штанген-циркуль |
0-125 |
0,1 |
0,5 |
ШЦ-1-125-0,1-2 ГОСТ 166-89 |
|
393330 Штангенгенглубиномер |
0-250 |
0,05 |
0,74 |
ШГ-250-0,05 ГОСТ 162-90 |
|
|
393120 Калибр-скоба |
Ø140 |
h9 |
0,1 |
8113-0211 ГОСТ 18360-93 |
|
|
393110 Калибр-пробка |
Ø95 |
H12 |
0,35 |
||
|
020 Токарная с ЧПУ. |
393311 Штанген-циркуль |
0-250 |
0,05 |
0,7 |
ШЦ-2-250-0,05 ГОСТ 166-89 |
Окончание таблицы 2,4
|
1 |
2 |
3 |
4 |
5 |
6 |
|
393330 Штангенгенглубиномер |
0-250 |
0,05 |
0,2 |
ШГ-250-0,05 ГОСТ 162-90 |
|
|
393144 Кольцо |
1-150 |
H7 |
0.035 |
012-8800-3012 |
|
|
020 Токарная с ЧПУ. |
392581 Нутромер |
0-50 |
0,001 |
0,035 |
100-160 ГОСТ 9244-75 |
|
393120 Калибр-скоба |
Ø130 |
h12 |
0,4 |
8113-0209 ГОСТ 18360-93 |
|
|
393110 Калибр-пробка |
Ø99,6 |
H9 |
0,1 |
||
|
030 Сверлильная с ЧПУ |
393141 Калибр-пробка |
Ø6,7 |
H14 |
0.43 0.26 |
8133-0924 ГОСТ 14810-69 |
|
393330 Штангенгенглубиномер |
0-250 |
0,05 |
0,2 |
ШГ-250-0,05 ГОСТ 162-90 |
|
|
393140 Пробка резьбовая |
М8 |
7H |
0,035 |
8221-3036 ГОСТ 17758-72 |
Таблица 2.5 -Выбор режущего инструмента
|
Номер и наименование операции |
Режущий инструмент |
||||
|
Код и наименование реж.инструмента |
Материал режущего инструмента |
Тех.характеристика |
Обозначение по стандарту |
Применение СОТС |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 Токарная с ЧПУ |
392112 Резец прямой |
ВК6 |
Н×В 25×20 |
К01.4933.000-08 |
Эмульсия НГЛ-205 |
|
392112 Резец расточной |
ВК6 |
Н×В 16×20 |
К01.4933.000-08 |
||
Окончание таблицы 2.5
|
1 |
2 |
3 |
4 |
5 |
6 |
|
020 Токарная с ЧПУ |
392112 Резец расточной |
ВК6 |
Н×В 16×20 |
К01.4933.000-08 |
|
|
392112 Резец расточной |
ВК3 |
Н×В 16×20 |
К01.4933.000-08 |
||
|
030 Сверлильная с ЧПУ |
391235 Сверло |
Р6М5 |
Ø6.7, хвостовик конус Морзе № 1 |
2301-0479 ГОСТ 2092-77 |
______ |
|
391235 Сверло |
Р6М5 |
Ø11, хвостовик конус Морзе № 1 |
2301-0034 ГОСТ 10903-77 |
_____ |
|
|
391235 Сверло |
Р6М5 |
Ø16, хвостовик конус Морзе № 1 |
2301-3607 ГОСТ 10903-77 |
______ |
|
|
391630 Зенковка |
Р6М5 |
Ø25, хвостовик конус Морзе № 1 |
2353-0135 ГОСТ 14953-80 |
______ |
|
|
Метчик |
Р6М5 |
Ø8, хвостовик конус Морзе № 1 |
2620-1221.2 ГОСТ 3266-81 |
______ |
Таблица 2.7 -Выбор оборудования
|
Номер опера-ции |
Код и модель станка |
Наименование станка |
Действительный фонд времени работы оборудования |
Стоимость станка, млн. руб. |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характе-ристика привода |
Мощ-ность, кВт |
Ряд частот. мин-1 |
Ряд подач, мм/мин |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
010,020 |
3811631384 16К20Ф3 |
Токарный с ЧПУ |
35/3904 |
113,9 |
3000×1600×1600 |
Электрический |
11 |
35-1800 |
3-1200 Бесступенчатое регулирование |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
030 |
3816111602 СС2В05ПМФ4 |
Сверлильный с ЧПУ |
34/3904 |
159,4 |
3550×2800×3150 |
Электрический |
11 |
28…4500 |
1…5000(раб. под) Бесступенчатое регулирование |
Окончание таблицы 2.7
Таблица 2.6 - Выбор установочно-зажимных приспособлений
|
Номер операции и модель станка |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
Обознач. по стандарту |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010,020 16К20Ф3 |
396110 |
Патрон |
Электромеханический |
Ø600 |
ГОСТ 2675-80 |
|
030 СС2В05ПМФ4 |
Приспособление |
Ручной |
Резьба М24 |
_____ |
|
Таблица 2.8 – Выбор вспомогательного инструмента
|
Номер операции и модель станка |
Код и наименование вспомогательного инструмента |
Установка |
Обозначение по стандарту |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
010,020 16К20Ф3 |
Резцовый блок |
В отв. резцовой головки |
По диаметру отверстия (Ø50H7) |
В паз резцового блока |
32×25 |
____ |
|
030 СС2В05ПМФ4 |
Инструментальная оправка |
В шпиндель станка |
Конус 7-24 |
____ |
____ |
____ |
|
Втулка Морзе 4-3 |
В инструм. оправку |
Морзе №4 |
В отв. втулки |
_____ |
||
Окончание таблицы 2.8
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Втулка |
____ |
Морзе №3 |
В отв. втулки |
Морзе 1 |
|||
|
030 СС2В05ПМФ4 |
Втулка Морзе 4-3 |
В инструмент. оправку |
Морзе №4 |
В отв. втулки |
_____ |
____ |
|
|
Втулка |
____ |
Морзе №3 |
В отв. втулки |
Морзе 1. |
|||
|
Патрон |
В инструмент. оправку |
Морзе №4 |
В отв. втулки |
Морзе 4 на 3. |
ГОСТ 8255-86 |
||
|
Втулка Морзе 4-3 |
В инструмент. оправку |
Морзе №4 |
В отв. втулки |
___ |
____ |
||
|
Втулка |
___ |
Морзе №4 |
В отв. втулки |
Морзе 1. |
|||
2.4 Разработка операционного технологического процесса
2.4.1 Определение режимов резания на проектируемые операции. Сводная таблица режимов резания.
Табличный расчет режимов резания
Операция 020 16К20Ф3
точить поверхность 14
Для точения принимаем резец токарный с механическим
креплением оснащенный пластинами из твердого сплава ВК6 ГОСТ 18881-73 с сечением
державки: H![]() B=25
B=25![]() 20
20
Геометрические параметры: ψ=950,α=80,γ=-30
D = 135мм, d=130,9, L =50мм
1. Глубина резания
t = 
2.Подача s = 0,15 мм/об.
3. Стойкость Т = 60 мин
4. Скорость резания
![]()
Где ![]() =36
=36 ![]()
![]() =0,83
=0,83
![]() =1.0
=1.0
![]() =36
=36 ![]() 0,83
0,83 ![]() 1=29,4
1=29,4![]()
5. Частота вращения
 , мин
, мин![]()
 мин
мин![]()
Корректируем по паспорту станка n = 196мин![]()
6. Действительная скорость резания
 ,
м/мин
,
м/мин
 м/мин
м/мин
7. Проверочный расчет по мощности станка а) Сила резания
![]()
Где:![]() =135;Н
=135;Н
![]() =0,75
=0,75
![]() =0,9
=0,9
![]()
б) Мощность, потребная на резание
в) Обработка возможна если:
Nрез≤1.2![]() Nдв
Nдв![]() η
η
Nдв=11 кВТ
η=0,75
1.2<1.2![]() 11
11![]() 0.75
0.75
1.2<9,9 кВт
Обработка возможна
8. Определяем основное время а) Длина резания:
lрез=50мм б) Длина рабочего хода:
Lр.х. = lрез + y + Δ
y = t![]() ctgφ =2,8
ctgφ =2,8![]() ctg
ctg![]() =1 мм уподв.=3 мм
=1 мм уподв.=3 мм
Lр.х.=50+2+1=54 мм в) Машинное время:
 ,мин
,мин
 мин
мин
Табличный расчет режимов резания
Операция 030 СС2В05ПМФ4
сверлить отверстие 20(Ø6,7)
D = 6,7мм, L =24мм
1. Выбор режущего инструмента
Принимаем сверло спиральное из быстрорежущей стали Р6М5 с коническим хвостовиком по ГОСТ 2092-77
Геометрические параметры: 2Ψ=950; форма заточки- нормальная
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.