










4 ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА УЧАСТКЕ
4.1 Определение количества оборудования на участке [9, с. 97-107]
В серийном производстве пооперационное расчётное количество станков определяется по формуле:
 ,шт (4.1)
,шт (4.1)
где ∑Тшт-к − суммарное штучно-калькуляционное время всех операций, выполняемых на станке данной модели, мин;
N − годовой объём выпуска детали, шт;
FД − действительный годовой фонд производственного времени работы оборудования, час [9, с22, таблица 2.1].
 ,% (4.2)
,% (4.2)
Принятое количество станков округляется до целого числа в большую сторону: Ср − принятое количество станков данной модели.
Базовый вариант
Операция 010 − Фрезерно центровальная (КЛ 173)
Тшт-к =2,92 мин
Ср = = 0,027 шт. Сп=1шт.
К3=
= 0,027 шт. Сп=1шт.
К3= =2,7 %
=2,7 %
Операция 030 − Токарно-винторезная (16К20)
Тшт-к=2,377 мин
Ср= = 0,022 шт. Сп=1 шт.
Кз=
= 0,022 шт. Сп=1 шт.
Кз= = 2,2 %
= 2,2 %
Операция 040 − Токарная с ЧПУ (16А20Ф3С39)
Тшт-к=11,25 мин
Ср= = 0,1 шт. Сп=1 шт.
Кз=
= 0,1 шт. Сп=1 шт.
Кз= = 10 %
= 10 %
Операция 060 − Шпоночно-фрезерная (692Р)
Тшт-к= 8,72 мин
Ср =  = 0,039 шт. Сп=1 шт.
Кз=
= 0,039 шт. Сп=1 шт.
Кз= = 3,9 %
= 3,9 %
Операция 080 − Шпоночно-фрезерная (692Р)
Тшт-к= 3,6 мин
Ср=  = 0,016 шт. Сп=1шт.
Кз=
= 0,016 шт. Сп=1шт.
Кз= = 1,6 %
= 1,6 %
Операция 100 − Торцекруглошлифовальная (3Т161)
Тшт-к= 4,02 мин
Ср =  = 0,018 шт Сп=1 шт.
Кз=
= 0,018 шт Сп=1 шт.
Кз= = 1,8 %
= 1,8 %
Операция 110 − Торцекруглошлифовальная (3Т161)
Тшт-к= 4,02 мин
Ср = = 0,018 шт. Сп=1 шт.
Кз== 1,8 %
Операция 120 − Торцекруглошлифовальная (3Т161)
Тшт-к= 4,02 мин
Ср = = 0,018 шт. Сп=1 шт.
Кз== 1,8 %
Операция 150 − Торцекруглошлифовальная (3Т161)
Тшт-к= 4,02 мин
Ср = = 0,018 шт Сп =1 шт.
Кз== 1,8 %
Операция 160 − Торцекруглошлифовальная (3Т161)
Тшт-к= 4,13 мин
Ср =  = 0,019 шт. Сп =1 шт.
Кз=
= 0,019 шт. Сп =1 шт.
Кз= = 1,9 %
= 1,9 %
Операция 170− Торцекруглошлифовальная (3Т161)
Тшт-к= 4,13 мин
Ср = = 0,019 шт. Сп =1 шт.
Кз== 1,9 %
Кзср=![]()
Проектный вариант
Операция 010 − Фрезерно центровальная (КЛ173)
Тшт-к =2,92 мин
Ср == 0,027 шт. Сп=1шт.
К3==2,7 %
Операция 030 − Токарно-винторезная (16К20)
Тшт-к=2,377 мин
Ср== 0,022 шт. Сп=1 шт.
Кз= = 2,2 %
Операция 040 − Токарная с ЧПУ (16А20Ф3С39)
Тшт-к=11,25 мин
Ср== 0,1 шт. Сп=1 шт.
Кз= = 10 %
Операция 050 − Шпоночно-фрезерная (6Р12)
Тшт-к= 1,23 мин
Ср =  = 0,01 шт. Сп =1 шт.
Кз=
= 0,01 шт. Сп =1 шт.
Кз= = 1,0 %
= 1,0 %
Операция 070 − Шпоночно-фрезерная (6Р12)
Тшт-к=1,84 мин
Ср =  = 0,017 шт. Сп =1 шт.
Кз=
= 0,017 шт. Сп =1 шт.
Кз= = 1,7 %
= 1,7 %
Операция 090 − Торцекруглошлифовальная (3М152МВФ2)
Тшт-к=5.02 мин
Ср =  = 0,046 шт. Сп =1 шт.
Кз=
= 0,046 шт. Сп =1 шт.
Кз= = 4,6 %
= 4,6 %
Операция 110 − Торцекруглошлифовальная (3М152МВФ2)
Тшт-к= 3.54 мин
Ср =  = 0,032 шт. Сп = 1 шт.
Кз=
= 0,032 шт. Сп = 1 шт.
Кз= = 3,2 %
= 3,2 %
Операция 120 − Торцекруглошлифовальная (3М152МВФ2)
Тшт-к=5.02 мин
Ср = = 0,046 шт. Сп = 1 шт.
Кз== 4,6 %
Кзср=![]()
Вертикально-фрезерные операции 050, 070 и круглошлифовальные 090,110,120 будут выполняться на одном станке в целях более рационального использования оборудования.
График загрузки оборудования по проектному и базовому варианту представлен на рисунках 1,2.
Базовый вариант
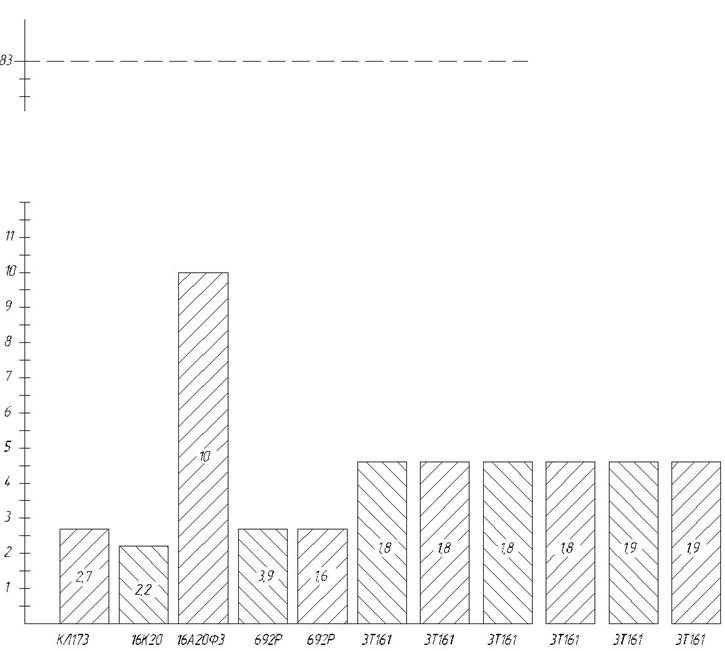
Рисунок 1 – график загрузки оборудования
Проектный вариант
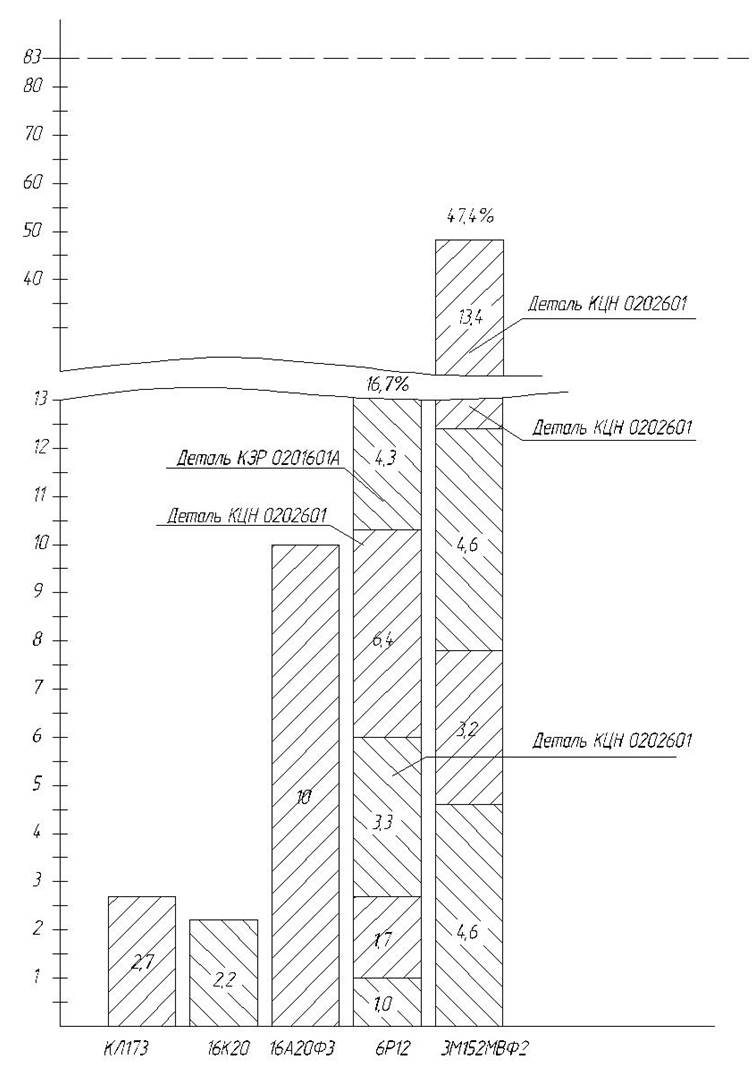
Рисунок 2 – график загрузки оборудования
Догрузка оборудования.
Догрузка станка 6Р12: Догрузка станка 3М152МВФ2
Деталь КЗР 012605 Деталь КЗР 012605
Тшт-к=4.0 мин Тшт-к=5,6 мин
Ср =  = 0,033 шт Ср
=
= 0,033 шт Ср
=  = 0,051 шт
= 0,051 шт
Сп = 1 шт Сп = 1 шт
Кз=  = 3,3 % Кз=
= 3,3 % Кз=
 = 5,1 %
= 5,1 %
Деталь КЦН 0202601 Деталь КЗК 0202601
Тшт-к=6.2 мин Тшт-к=4.8 мин
Ср =  = 0,064 шт Ср
=
= 0,064 шт Ср
=  = 0,05 шт
= 0,05 шт
Сп = 1 шт Сп = 1 шт
Кз=  = 6,4 % Кз=
= 6,4 % Кз=
 = 5,0 %
= 5,0 %
Деталь КЗР0201601А Деталь КЦН0202601
Тшт-к=10.3 мин Тшт-к=10.8 мин
Ср =  = 0,043 шт Ср
=
= 0,043 шт Ср
=  = 0,134 шт
= 0,134 шт
Сп = 1 шт Сп = 1 шт
Кз=  = 4,3 % Кз=
= 4,3 % Кз=
 = 13.4 %
= 13.4 %
Деталь КЦН0202601
Тшт-к=6 мин
Ср
=  = 0,074 шт
= 0,074 шт
Сп = 1 шт
Кз=
 = 7.4 %
= 7.4 %
Деталь КЗР0201601А
Тшт-к=10 мин
Ср
=  = 0,041 шт
= 0,041 шт
Сп = 1 шт
Кз=
 =4.1 %
=4.1 %
|
Наименование и номер деталей |
Годовой объём выпуска |
Масса, кг |
Номер и наименование операции |
Модель станка |
Время обработки |
|||
|
Детали |
Заготовки |
Тм(Тц) |
Твр |
Тшт-к |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
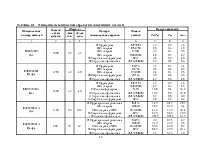
КЗР012605 Ось |
1000 |
2,5 |
3,2 |
010 фрезерная 030 токарная 040 токарная 050 токарная 060 вертикально-фрезерная 080 круглошлифовальная |
МР76М ЕМ-288 1713Ц 16К30Ф3 6Р12 3М152МВФ2 |
1,2 0,6 2,2 4,0 3,8 5,2 |
0,2 0,3 0,1 0,2 0,2 0,4 |
1,5 1,0 2,5 4,2 4,0 5,6 |
|
КЗК0202601 Цапфа |
1250 |
3,2 |
4,0 |
010 фрезерная 030 токарная 050 токарная 060 вертикально-фрезерная 080 круглошлифовальная |
МР73 1Н713 1740Ф3 2Н135 3М152МВФ2 |
1,2 0,5 2,4 2,0 4,2 |
0,2 0,4 0,1 0,5 0,6 |
1,4 0,9 2,5 2,5 4,8 |
|
КЦН0202601 Вал |
1500 |
3,2 |
4,0 |
010 фрезерная 030 токарная 050 шлице-фрезерная 100 круглошлифовальная 110 круглошлифовальная 130 вертикально-фрезерная |
МР71М 16К20Ф3 5350 3М152МВФ2 3М152МВФ2 6Р12 |
1,2 4,2 15,8 10,2 5,2 6,0 |
0,2 0,3 0,4 0,6 0,8 0,2 |
1,5 4,5 16,2 10,8 6,0 6,2 |
|
КЗР0202641А Ось |
1100 |
6,9 |
10,2 |
010 фрезерно-центровальная 030 токарная 040 токарная с ЧПУ 060 вертикально-фрезерная 100 торцешлифовальную |
КЛ173 16К20 16А20Ф3 6Р12 3М152МВФ2 |
1,49 2,02 4,39 6,79 2,815 |
0,47 0,76 1,39 0,69 0,945 |
2,87 3,4 10,4 1,09 5,19 |
|
КЗР0201601А Цапфа |
500 |
29 |
32 |
010 фрезерно-центровальная 030 токарная 040 токарная с ЧПУ 060 вертикально-фрезерная 080 круглошлифовальная |
МР75 16К20 16А20Ф3 6Р12 3М152МВФ2 |
2,2 21,9 5,96 8,45 7,1 |
0,75 3,99 0,26 2,75 5,73 |
4,2 25 8,2 10,3 10 |
Таблица 4.1 − Описание механической обработки однотипных деталей
Определение количества производственных рабочих
Численность производственных рабочих для каждого рабочего места индивидуально определяется по формуле:
Рст =  ,
чел. (4.3)
,
чел. (4.3)
где FД − эффективный рабочий фонд времени станочника, ч,
FД=1671 ч, [21,с 107].
Базовый вариант
Рст 010= =0,03≈1 чел; Рст 030=
=0,03≈1 чел; Рст 030= =0,03≈1 чел;
=0,03≈1 чел;
Рст 040= =0,1≈1 чел; Рст
050=
=0,1≈1 чел; Рст
050=  =0,097≈ 1 чел;
=0,097≈ 1 чел;
Рст 060 =  =0,043≈ 1 чел; Рст 100=
=0,043≈ 1 чел; Рст 100=
 =0,02≈ 1 чел;
=0,02≈ 1 чел;
Рст 110 = =0,02≈ 1 чел; Рст 150=
=0,02≈ 1 чел;
Рст 160= =0,02≈ 1 чел; Рст 170=
 =0,02≈ 1 чел;
=0,02≈ 1 чел;
Рст 180= =0,02≈ 1 чел;
Проектный вариант
Рст 010==0,03≈1 чел; Рст 030==0,03≈1
чел;
Рст 040==0,1≈1 чел; Рст050,070= =0,031≈1 чел;
=0,031≈1 чел;
Рст 090,110,120= =0,137≈ 1 чел;
=0,137≈ 1 чел;
Анализ возможности организации многостаночного обслуживания
040 Токарная с ЧПУ (16А20Ф3)
Тзан = tвн +tвп + tа.н. + tпер., мин (4.4)
где tвн − вспомогательное не перекрываемое время, мин;
tвп − вспомогательное время перекрываемое, мин;
tа.н. − время активного наблюдения, мин;
tпер. − расстояние между станками на 1 м; tпер.=0,015 мин.;
tвн = tуст+t уп=0,28+0,04=0,32 мин; (4.5)
tвн=0,28+0,04=0,32
tа.н.= 5% То= =
0,23 мин; (4.6)
=
0,23 мин; (4.6)
tвп = tизм+ tа.н.+ tпер , мин (4.7)
Принимаемое tпер = 0,015 мин
tпер= 0,015×2,5=0,0375 мин
tв.п.= 0,5+0,23+0,0375=0,7675 мин
Тзан =0,32+0,7675+0,23+0,0375=1,6925 мин
Тм.с = Тц−(tа.н.+ tпер+tвп), мин (4.8)
Тц=Tо+Тмв
Тц=4,528+4,9=9,428 мин
Тм.с.=tц- tвп, мин (4.9)
Тм.с =9,428−0.7675=8.67 мин
m ≤  +1, мин (4.10)
+1, мин (4.10)
m ≤  +1≈6
+1≈6
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать шесть станков.
090 Торцекруглошлифовальная (3М152МВФ2)
tвн =0,36+0,86=1,46 мин
tа.н.= 5% То= =
0,025 мин;
=
0,025 мин;
Принимаемое tпер = 0,015 мин
tпер= 0,015×2,5=0,0375 мин
tв.п.= 0,32+0,025+0,0375=0,3825 мин
Тзан =1,46+0,3825+0,025+0,0375=1,9 мин
Тц=0,5+2,33=2,83 мин
Тм.с =2,83−0.3825=3,2125 мин
m ≤  +1≈2
+1≈2
Анализ показал, что многостаночное обслуживание возможно, т.к. рабочий одновременно может обслуживать два станка.
Таблица 4.2 - Расчет количества оборудования и численности производственных рабочих
|
Номер операции |
Модель станка |
Стоимость станка, Млн.руб |
Тшт-к |
Ср |
Сп |
Кз, % |
Профессия рабочего и разряд работ |
Рст |
Рп |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
Базовый вариант |
||||||||||
|
010 |
КЛ 173 |
26,7 |
2.92 |
0,011 |
1 |
2,7 |
фрезеровщик 3 разряд |
0,03 |
1 |
|
|
020 |
16К20 |
50,4 |
2.377 |
0,66 |
1 |
2,2 |
Токарь 3 разряд |
0,03 |
1 |
|
Окончание таблицы 4.2
|
030 |
16А20Ф3 |
42,7 |
11.25 |
0,06 |
1 |
10 |
оператор с ЧПУ 4 разряд |
0,1 |
1 |
||
|
040 050 |
692Р 692Р |
11,2 11,2 |
8,72 3,6 |
0,039 0,016 |
1 1 |
3,9 1,6 |
фрезеровщик 4 разряд |
0,097 0,043 |
1 |
||
|
060 070 090 100 110 120 |
3Т161 3Т161 3Т161 3Т161 3Т161 3Т161 |
40,9 40,9 40,9 40,9 40,9 40,9 |
4,02 4,02 4,02 4,02 4,13 4,13 |
0,018 0,018 0,018 0,018 0,019 0,019 |
1 1 1 1 1 1 |
1,8 1,8 1,8 1,8 1,9 1,9 |
шлифовщик 5 разряд |
0,02 0,02 0,02 0,02 0,02 0,02 |
1 1 1 1 1 1 |
||
|
Итого: |
387,5 |
58,59 |
11 |
31,4 |
11 |
||||||
|
Проектный вариант |
|||||||||||
|
010 |
КЛ 173 |
26,7 |
2.92 |
0,027 |
1 |
2,7 |
фрезеровщик 3 разряд |
0,03 |
1 |
||
|
030 |
16К20 |
50,4 |
2.377 |
0,022 |
1 |
2,2 |
токарь 3 разряд |
0,03 |
1 |
||
|
040 |
16А20Ф3 |
42,7 |
11.25 |
0,1 |
1 |
10 |
оператор с ЧПУ 4 разряд |
0,1 |
1 |
||
|
050 070 |
6Р12 |
55,0 |
1.23 1.84 |
0,01 0,017 |
1 |
1 1,7 |
фрезеровщик 4 разряд |
0.031 |
1 |
||
|
090 110 120 |
3М152МВФ2 |
61,0 |
5.02 3.54 5.02 |
0,046 0,032 0,046 |
1 |
4,6 3,2 4,6 |
шлифовщик 5 разряд |
0.137 |
1 |
||
|
Итого: |
235,8 |
33,197 |
5 |
30 |
5 |
||||||
4.2 Организация труда на участке
По расчетам, произведенным в п.4.1 для обработки детали используются пять станков, которые обслуживают пять рабочих.
Обработанные детали и заготовки к ним хранятся в таре, расположенной около станков в удобном для рабочего месте. Тара перемещается от станка к станку с помощью кран-балки или кран укосины.
Подвоз заготовок на участок и вывоз готовых деталей на сборку осуществляется электрокарами.
Для установки на станки тяжелых приспособлений и деталей используют кран-балку. Режущим и измерительным инструментом рабочие места обеспечиваются через инструментально-раздаточную кладовую.
На участке применен ленточный линейный конвейер, который доставляет стальную стружку с участка в общую цеховую тару, из которой она колесным транспортом доставляется в отделение переработки.
4.3 Разработка плана участка и организация рабочих мест
При разработке плана участка принята ширина пролета 24 м с шагом колонн 12 м. Кроме того, вдоль стен расположены колонны через каждые 6 м. Ширина проезда принята, исходя из габаритов детали, и составляет 3,5 м.
Для обработки детали Ось КЗР 0202641А на участке расположены пять металлообрабатывающих станков: КЛ173, 16К20, 16А20Ф3, 6Р12, и 3М152МВФ2. Кроме детали, заданной для проектирования, на участке обрабатываются и другие детали типа вал. Поэтому на плане участка представлены не только эти станки, но и 692Р, МР73, 3Т161 и другие станки.
Возле станков установлены кран укосина для установки и снятия тяжелых деталей и заготовок.
Оборудование на плане сгруппировано по видам обработки и в последовательности.
Площадь участка, занятая станками для обработки детали “Ось”
КЗР 0202641А [В.В.Бабук стр. 307]
Базовый вариант
![]() , м²
, м²
Проектный вариант
![]() , м²
, м²
Кроме того, на участке имеются: место мастера, место контролера, верстак
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.