

Этот метод применяется в качестве основного при изготовлении пуансонов и матриц вырубных штампов.
Дисковым электрод-инструментом 1 (рис. 88), профиль которого заправляется мастер-резцом 2, путем шлифования обрабатывают матрицу 3 и промежуточный электрод-инструмент 4. Пуансон 5 обрабатывается методом прямого копирования электрод-инструментом 4. Процесс позволяет получить зазор между матрицей и пуансоном гж = 1\ + к—к-.
В другом случае дисковым электрод-инструментом 1 (рис. 89), профиль которого заправляется мастер-резцом 2, путем шлифования обрабатывают матрицу 3 и копир 4. Пуансон 5 вырезают по копиру 4 непрерывно движущейся электрод-проволокой диаметром й. В итоге зазор между сопрягаемыми поверхностями гж-=й + 1\ + к—к-.
В ряде случаев, предварительно врезав в дисковый электрод- инструмент 1 копир 3, мастер-резцом 2 заправляют их профили; затем электрод-инструментом обрабатывают матрицу 4. По копиру 3 непрерывно движущейся электрод-проволокой вырезается пуансон 5. Получаемый зазор между пуансоном и матрицей равен и + к-.
В отдельных случаях с использованием окончательно обработанного пуансона 1 вырубают заготовку 2, рабочий профиль которой благодаря подчеканке плотно охватывает поверхность пуансона. По полученному таким образом копиру непрерывно движущейся электрод-проволокой вырезают матрицу 3, зазор между которой и пуансоном гп = /2±/1. Величина 1\ может быть больше, меньше или равна нулю.
Зачастую для контроля рабочего отверстия матрицы применяют шаблон, изготовляемый с контршаблоном. При обработке сопрягаемых деталей по контршаблону 2 непрерывно движущейся электрод-проволокой 3 вырезается матрица 1, а по шаблону 4 — пуансон 5. Зазор между сопрягаемыми деталями— будет гп~1\ + к + и.
Рис. 88.
Во многих процессах в качестве исходной детали, по которой вырезают пуансон и матрицу, используется копир. Ниже приведены краткие описания таких процессов.
|
|
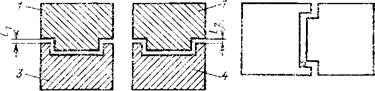
Рис. 89. Последовательность обработки матрицы и пуансона с применением методов шлифования и вырезания непрерывно движущейся электрод-проволокой
Одновременная обработка сопрягаемых деталей. В рассмотренных ниже процессах пуансоны и матрицы обрабатывают одновременно, что, безусловно, позволяет получить эквидистантные контуры деталей с более высокой точностью, чем при использовании описанных ранее процессов.
Электроэрозионный способ широко применяется для вырезания фасонных деталей штампов непрерывно движущейся электрод-проволокой. Использование нескольких рабочих участков электрод-проволоки, проходящей через несколько пар направляющих роликов, позволяет обрабатывать фасонные заго товки конических и призматических деталей.
Технологический процесс изготовления шаблонов, калибров, режущего инструмента, гибочных штампов. Все эти детали получают разрезанием заготовок непрофилированным проволочным электродом. Для шаблонов, калибров, резцов, протяжек, режущих элементов сверл, фрез, как правило, используется одна часть разрезанной заготовки. Вторая является отходом. Для гибочных штампов в дальнейшем используют обе части, причем ширина паза должна быть близкой к толщине изгибаемого листа. Поэтому изготовление гибочных штампов обычно производится за два хода проволочного инструмента. Электроэрозионный метод экономически выгоден для деталей сложного профиля из твердых сплавов и закаленных сталей. Для твердосплавных деталей должны быть предусмотрены стальные корпуса и способы крепления в них твердосплавных рабочих элементов. Для построения технологического процесса необходимо рассчитать режимы обработки. Рассматриваемые детали имеют открытый профиль, и доводочные операции не вызывают больших затруднений. Кроме того, перед доводкой большинство поверхностей можно прошлифовать плоским или фасонным алмазным инструментом. Припуск на доводку в этом случае составит не -более
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.