ГЛАВА V
ИЗГОТОВЛЕНИЕ ОТЛИВОК В РАЗОВЫХ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМАХ
Эти формы, наряду с формами, полученными по выплавляемым моделям, наиболее часто применяют для изготовления художественных отливок. Песчано-глинистая смесь, из которой состоит форма, может быть сырой, подсушенной и сухой. Форма, как правило, включает собственно форму и стержни. Иногда вся форма изготавливается из стержневой смеси. Реже используют песчано-глинистую форму со вставками, изготовленными из металла или керамической массы. Широкое применение разовых песчано-глинистых форм привело к многочисленным приемам их изготовления с использованием разнообразных моделей, в основном постоянных из металла, дерева, пластмасс и ограниченно одноразовых газифицируемых моделей.
Ниже рассматриваются применяемые способы изготовления форм и стержней, материалы формы, а также элементы модельно-стержневой оснастки и формовочного инструмента. В данной главе не приводятся данные об оборудовании для изготовления формовочных и стержневых смесей и формовочных и стержневых машинах, с которыми можно ознакомиться в соответствующей литературе [1, 48].
1. Формовочные материалы
Формовочная смесь включает песок, связующее и различные добавки. Основой литейной формы являются огнеупорные пески - кварцевые, силлиманитовые, цирконовые и др. В основном в художественном литье применяют кварцевые формовочные пески с высоким содержанием глины (ГОСТ 2138-91).
1.1 Формовочные пески
Формовочные пески согласно ГОСТ 2138-91 подразделяют в зависимости от массовой доли глинистых составляющих (ГС) на три марки: кварцевые (К), тощие (Т) и жирные (Ж). ГС считают все частицы, независимо от их химического и минералогического состава, но в основном частицы глины, имеющие размер не более 0.022 мм.
Кварцевые и тощие пески подразделяют на группы в зависимости от массовой доли ГС, содержания основного материала SiO2, коэффициента однородности и среднего размера зерна.
Жирные пески подразделяют на группы в зависимости от предела прочности на сжатие во влажном состоянии и среднего размера зерна.
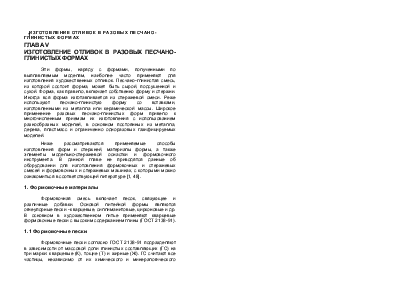
Кварцевые пески (К) содержат до 2% ГС и подразделяются на 5 групп, указанных в табл.84.
Тощие пески (Т) содержат от 2 до 12% ГС и подразделяются на 3 группы, указанные в табл.85.
84. Группы кварцевых песков (К)
|
Группа |
ГС, % не менее |
Группа |
SiO2, % не менее |
Группа |
Коэффициент однородности |
Группа |
Средний размер зерна, мм |
|
1 2 3 4 5 |
0.2 0.5 1.0 1.5 2.0 |
К1 К2 К3 К4 К5 |
99.0 98.0 97.0 95.0 93.0 |
О1 О2 О3 О4 О5 |
Свыше 80.0 70.0-80.0 60.0-70.0 50.0-60.0 до 50 |
01 016 02 025 03 |
до 0.14 0.14-0.18 0.19-0.23 0.24-0.28 св. 0.28 |
85. Группы тощих песков (Т)
|
Группа |
ГС, не более, % |
Группа |
О2, не менее, % |
|
1 |
4.0 |
T1 |
96.0 |
|
2 |
8.0 |
T2 |
93.0 |
|
3 |
12.0 |
T3 |
90.0 |
Коэффициент однородности и средний размер зерна у трех групп тощих песков аналогичны тем же параметрам, что и первых трех групп кварцевого песка.
Жирные пески (Ж) содержат от 12 до 50% ГС и подразделяются на 3 группы: Ж1 обеспечивают предел прочности на сжатие во влажном состоянии свыше 0.08 МПа и средний размер зерна до 0.014 мм; Ж2 соответственно от 0.05 до 0.08 МПа и от 0.14 до 0.18 мм; Ж3 соответственно до 0.05 МПа и от 0.19 до 0.23 мм.
Примеры обозначения марок песка:
2К1О3О2 - кварцевый песок, содержащий от 0.2 до 0.5% ГС; не менее 99% SiO2 с коэффициентом однородности 0.60 - 0.70% и со средним размером зерна 0.19 - 0.23 мм;
Ж2016 - жирный песок с пределом прочности на сжатие во влажном состоянии 0.05 - 0.08 МПа и средним размером зерна 0.14 - 0.18 мм.
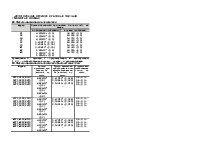
Кварцевые пески также подразделяются на группы в зависимости от их влажности, концентрации водородных ионов водной вытяжки, рН, содержания вредных примесей, коэффициента угловатости, теоретической удельной поверхности, газопроницаемости и потерь при прокаливании. Их значения приведены в таблице 86.
Методика определения параметров формовочных песков указана в ГОСТах 29234.1 - 29234.5 и 29234.11 - 29234.13, а также приведена в источнике [31].
Высокая прочность форм (более 0.08 МПа при сжатии во влажном состоянии), получается при использовании жирных песков, позволяет использовать также пески в чистом виде без дополнительного введения глины или бентонита. Для изготовления художественных отливок жирные естественные пески предпочтительнее синтетических.
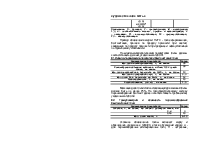
Свойства формовочных песков и их влияние на качество отливок приведены в табл.87.
86. Параметры формовочных песков
|
Группа |
Н2О, % не более |
Группа |
рН |
Группа |
Коэф.угловатостине более, ед. |
|
Сухие |
0.5 |
Кислые |
до 6.2 |
Округлая |
1.10 |
|
Влажные |
4.0 |
Нейтральные |
6.2-7 |
Полуокруглая |
1.25 |
|
Сырые |
6.0 |
Щелочные |
св. 7 |
Угловатая |
1.40 |
|
Группа |
Теоретическая удельная поверхность, не менее, м2/кг |
Группа |
Потери при прокаливании, не более, % |
|
Высокая |
15 |
Низкие |
0.2 |
|
Средняя |
10 |
Средние |
1.0 |
|
Низкая |
5 |
Высокие |
3.0 |
|
Группа |
Вредные примеси, не более, % |
м2/МПа×с, |
|
|
Na2O,K2O,CaO,MgO |
Fe2O3 |
не менее |
|
|
Очень низкие |
0.40 |
0.20 |
30 |
|
Низкие |
0.80 |
0.40 |
100 |
|
Средние |
1.20 |
0.60 |
200 |
|
Высокие |
1.60 |
0.80 |
350 |
|
Очень высокие |
2.00 |
1.00 |
550 |
87. Свойства формовочных песков
|
Свойства |
Влияние свойств на качество отливок |
|
|
Влажность При заливке металла влага испаряется и увеличивается возможность появления газовых раковин и пористости. Кроме того, повышенная влажность повышает трудоемкость погрузочных работ при минусовых температурах |
Содержание глинистой составляющей Уменьшает газопроницаемость смеси, что препятствует удалению газов из формы при заливке металла. Снижает огнеупорность. Вредная примесь при изготовлении стержней из песчано-смоляных смесей, так как понижает прочность стержней |
|
|
Зерновой состав С увеличением крупности песка повышается газопроницаемость формы, однако при этом увеличивается шероховатость поверхности. Чем крупнее отливка, тем рекомендуется применять более крупный песок |
||
|
Форма зерен |
Пески имеющие округлую форму облегчают уплотнение формовочной смеси |
|
|
Газопроницаемость Газопроницаемость зависит от газопроницаемости песков. Положительное свойство. Низкая газопроницаемость форм о особенно стержней, часто является | ||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.