гипс переходит в модификацию намертво обожженного гипса - ангидрида CaSO4, который практически не реагирует с водой. Дальнейший нагрев (750 - 800ОС) приводит к образованию так называемого эстрих-гипса. Гипс частично разлагается с образованием извести - CaO. Дальнейший нагрев увеличивает в гипсе содержание извести.
Для использования гипса в качестве материала для заливки цветных сплавов следует использовать высокопрочный гипс. Так, в зарубежной практике используют гипс с пределом прочности при сжатии 500-1000 кг/см2, наша промышленность, согласно ГОСТ 125-79 - не менее 250 кгс/см2.
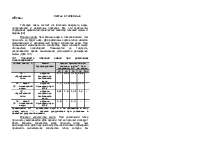
В зависимости от предела прочности при сжатии различают следующие марки: Г-2 -- Г-7, Г-10, Г-13, Г-16, Г-19, Г-22, Г-25. Минимальный предел прочности каждой марки вяжущего должен соответствовать значениям, приведенным в табл. 125.
125. Прочность гипсовых вяжущих
|
Марка вяжущ |
Предел прочности образцов-балочек размерами 40*40*100 мм в возрасте 2 ч, не менее МПа (кг/см2) |
|
|
его |
при сжатии |
при изгибе |
|
Г-2 Г-3 Г-4 Г-5 Г-6 Г-7 Г-10 Г-13 Г-16 Г-19 Г-22 Г-25 |
2 (20) 3 (30) 4 (40) 5 (50) 6 (60) 7 (70) 10 (100) 13 (130) 16 (160) 19 (190) 22 (220) 25 (250) |
1.2 (12) 1.8 (18) 2.0 (20) 2.5 (25) 3.0 (30) 3.5 (35) 4.5 (45) 5.5 (55) 6.0 (60) 6.5 (65) 7.0 (70) 8.0 (80) |
В зависимости от сроков схватывания различают виды связующих (табл. 126).
126. Сроки схватывания гипсовых вяжущих
|
Вид вяжущего |
Индекс сроков |
Сроки схватывания, мин |
|
|
твердения |
начало, не ранее |
конец, не позднее |
|
|
Быстротвердеющий |
А |
2 |
15 |
|
Нормальнотвердеющий |
Б |
6 |
30 |
|
Медленнотвердеющий |
В |
20 |
не нормируется |
В зависимости от степени помола различают виды связующего (табл. 127).
127. Степень помола связующих
|
Вид вяжущего |
Индекс степени помола |
Максимальный остаток на сите с размером ячеек в свету 0.2 мм, не более |
|
Грубого помола |
I |
23 |
|
Среднего помола |
II |
14 |
|
Тонкого помола |
III |
2 |
Пример условного обозначения гипсового вяжущего: Г-5АII. Гипсовое вяжущее с прочностью 5.2 МПа со сроком схватывания: начало - 5 мин, конец - 9 мин и остаток на сите с размером ячеек в свету 0.2 мм - 9%, т.е. вяжущее марки Г-5 быстротвердеющее, среднего помола.
Для изготовления моделей, пресс-форм, фальшивых опок и т.п. возможно применение всех марок гипса с нормальным сроком твердения для изготовления литейных форм рекомендуется применять высокопрочные марки тонкого помола с нормальными сроками твердения.
1.2 Огнеупорные наполнители
В качестве наполнителя были опробованы различные типы огнеупорных материалов: кремнеземистые, алюмосиликатные, глиноземистые, магнезиально-силикатные, цирконовые и др. Наилучшие результаты показали кремнеземистые огнеупоры - аморфный и кристаллический кварц, кварцевый песок, кристобалит, а также динас и асбест. Именно эти огнеупоры наиболее часто используют при изготовлении гипсовых форм по постоянным и выплавляемым моделям. В зарубежной практике применяется исключительно критобалит, а в отечественной его заменители - динас или асбест.
Учитывая отсутствие в странах СНГ развитых запасов кристобалита и его промышленной добычи, в отдельных случаях прибегают к искусственному получению кристобалита из кремнеземистого сырья.
1.2.1 Асбест
Асбест или асбест-хризотил (ГОСТ 12871-93) состоит из смеси волокон различной длины и агрегатов и представляет собой гидросиликат магния (3MgO×2SiO2×2H2O). В зависимости от длины волокон, асбест подразделяют на 8 групп - от группы 0 до группы 7. В свою очередь асбест групп 0-6 делится на марки в зависимости от его насыпной плотности.
При нагреве асбест теряет адсорбционную воду, большая часть воды выделяется при 360ОС. При 600-800ОС асбест полностью обезвоживается, становиться непрочным, хрупким и легко растирается в порошок.
Способность асбеста расщепляться на тонкие волокна приводит к созданию каркаса в гипсовой массе, который воспринимает значительную часть нагрузок, действующих на форму в процессе ее изготовления, сушки и заливки металлом.
Распущенное волокно имеет высокую прочность, поэтому при использовании асбест первоначально активно распушают, а затем смешивают его в сухом состоянии с другими наполнителями гипсовой смеси.
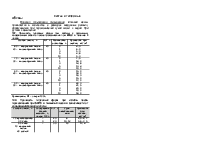
При изготовлении литейных форм рекомендуется применять асбест 6-7 групп. В табл. 128 приведен фракционный состав асбеста 6 и 7 групп. В качестве сравнения приведен тот же состав для асбеста нулевой группы. Не рекомендуется использовать асбест 0-5 групп, так как при этом гипсовая смесь теряет текучесть и затрудняется заполнение узкой полостей в модели.
1.2.2 Кремнеземистые огнеупоры
В зависимости от химико-минералогического состава огнеупоры подразделяют на 5 марок (табл. 129).
В зависимости от зернового состава кремнеземистые огнеупоры подразделяют на классы (табл. 130).
Огнеупоры 1-4 классов, если отсутствуют огнеупоры более мелких классов, следует размалывать в мельнице с нежелезными
128. Фракционный состав некоторых групп асбеста
|
Группа (марка) |
Массовая доля остатка, % не менее на ситах с размером стороны сечения | ||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.