Теоретическая часть
1 Назначение и химический состав стали марки 20Г
Назначение –после улучшения- заклёпки ответственного назначения;
после цементации или цианорования- поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, шестерни, червяки идругие детали с высокой твёрдостью и износостойкостью поверхности. Без термообработки- сварные подмоторные рамы, башмаки, косынки.
Вид поставки - лист толстый, полоса, сортовой прокат, в том числе фасонный, калиброванный пруток, шлифованный пруток и серебрянка, поковки и кованые заготовки.
Химический состав, %: 0,17-0,24 С; 0,17-0,37 Si; 0,70-1,00 Mn; до 0,040 S; до 0,035 P.
В связи с разливкой стали на МНЛЗ:
- на этапе выплавки необходимо обеспечить [P]<0,010%;
- на этапе обработки обеспечить [S]<0,015%, заданный химический состав и температуру металла;
- на этапе разливки защитить металла от вторичного окисления.
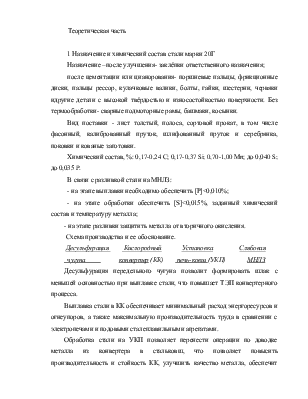
Схема производства и ее обоснование.
Десульфурация Кислородный Установка Слябовая
чугуна конвертер (КК) печь-ковш (УКП) МНЛЗ
Десульфурация передельного чугуна позволит формировать шлак с меньшей основностью при выплавке стали, что повышает ТЭП конвертерного процесса.
Выплавка стали в КК обеспечивает минимальный расход энергоресурсов и огнеупоров, а также максимальную производительность труда в сравнении с электропечами и подовыми сталеплавильными агрегатами.
Обработка стали на УКП позволяет перенести операции по доводке металла из конвертера в стальковш, что позволяет повысить производительность и стойкость КК, улучшить качество металла, обеспечит высокое усвоение раскислителей и легирующих, согласовать работу КК и МНЛЗ. Разливка на МНЛЗ обеспечивает максимальный выход заготовки, сокращение энергозатрат, улучшение условий труда, позволяет полностью механизировать и автоматизировать процесс розливки
2 Выбор шихты и способов её подготовки к плавке.
Металлическая часть шихты – передельный чугун (после десульфурации) и стальной скрап
Неметаллическая часть шихты - известь, плавиковый шпат, твердые окислители, науглероживатели.
Добавки - SiMn, FeSI, Alвтор, Al катанка.
Передельный чугун.
Предусматриваю поставлять в ККЦ передельный чугун в ковшах миксерного типа и повергать его десульфуруции в заливочном ковше. При исходном составе чугуна, %: 4,2-4,5 С; 0,6-0,8 Si; 0,2-0,6 Mn; до 0,035 S и до 0,06 Р обработка чугуна путем вдувания (через погружаемую фурму) смеси порошкообразной извести с Al (90% СаО + 10% Аl) в количестве 28 кг/т в потоке кислорода (12 куб.м/т) в кольцевой защитной оболочке из природного газа (1,2 куб.м/т) обеспечивает снижения содержания Si до 0,35% и S до 0,010%
Температура чугуна должна быть не менее 1360 град.С.
Стальной скрап должен соответствовать ГОСТ 2787-75. Не допускается наличие в нем цветных металлов, Cr, Ni, Mo, взрывоопасных, радиоактивных и горючесмазочных материалов и вредных примесей. Средняя плотность металлолома должна cоставять более 1т/куб. м.
Известь может быть использована как обычная (ИС), так и доломитизированная (ИСД). Она должна поступать в КК не позже, чем через 8 час после обжига и быть использована в течение суток.
Плавиковый шпат должен содержать не менее 75% CaF2, быть просушенным и в кусках до 100 мм.
Углеродсодержащие материалы для науглероживания стали должны содержать не более 12% золы, 5 % влаги, 12 % летучих и 0,5 % серы и быть в кусках 6-25 мм.
3 Устройство сталеплавильного агрегата и средства кислородного дутья
КК состоит из корпуса, опорного кольца с цапфами, опор и привода поворота.
Корпус включает металлический кожух и футеровку. Кожух конвертера выполняется сварным из листовой стали. Для повышения жёсткости и предохранения от быстрого износа верх горловины защищают литым шлемом.
Внутренний профиль включает верхнюю коническую часть, среднюю цилиндрическую часть, и сферическое отъёмное (или глухое) днище. Конверторы с отъемными днищами легче ремонтировать. Кроме того, футеровку отъемного днища можно заменить отдельно от корпуса. Чем больше конвертер, тем труднее добиться совершенно плотного прилегания днища к корпусу, поэтому отъемные днища применяют только на конверторах малой и средней вместимости.
Футеровку конвертера выполняют трёхслойной (или двухслойной) и включает: арматурный слой, примыкающий к кожуху(выполняется из магнезитового кирпича толщиной 115 мм); промежуточный слой, расположенный между арматурным и рабочим слоями, который выполняется из огнеупорной массы; рабочий слой, который выполняется из периклазоуглеродистых блоков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.