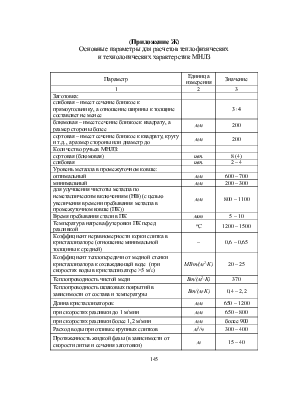

(Приложение Ж)
Основные параметры для расчетов теплофизических
и технологических характерстик МНЛЗ
|
Параметр |
Единица измерения |
Значение |
|
1 |
2 |
3 |
|
Заготовка: |
||
|
слябовая – имеет сечение близкое к прямоугольнику, а отношение ширины к толщине составляет не менее |
3÷4 |
|
|
блюмовая – имеет сечение близкое к квадрату, а размер стороны более |
мм |
200 |
|
сортовая – имеет сечение близкое к квадрату, кругу и т.д., а размер стороны или диаметр до |
мм |
200 |
|
Количество ручьев МНЛЗ: |
||
|
сортовая (блюмовая) |
шт. |
8 (4) |
|
слябовая |
шт. |
2 – 4 |
|
Уровень металла в промежуточном ковше: |
||
|
оптимальный |
мм |
600 – 700 |
|
минимальный |
мм |
200 – 300 |
|
для улучшения чистоты металла по неметаллическим включениям (НВ) (с целью увеличения времени пребывания металла в промежуточном ковше (ПК)) |
мм |
800 – 1100 |
|
Время пребывания стали в ПК |
мин |
5 – 10 |
|
Температура нагрева футеровки ПК перед разливкой |
оС |
1200 – 1500 |
|
Коэффициент неравномерности корки слитка в кристаллизаторе (отношение минимальной толщины к средней) |
– |
0,6 – 0,65 |
|
Коэффициент теплопередачи от медной стенки кристаллизатора к охлаждающей воде (при скоростях воды в кристаллизаторе >5 м/c) |
МВт/(м2∙К) |
20 – 25 |
|
Теплопроводность чистой меди |
Вт/(м2∙К) |
370 |
|
Теплопроводность шлаковых покрытий в зависимости от состава и температуры |
Вт/(м∙К) |
0,4 – 2,2 |
|
Длина кристаллизаторов: |
мм |
650 – 1200 |
|
при скоростях разливки до 1 м/мин |
мм |
650 – 800 |
|
при скоростях разливки более 1,2 м/мин |
мм |
более 900 |
|
Расход воды при отливке крупных слитков |
м3/ч |
300 – 400 |
|
Протяженность жидкой фазы (в зависимости от скорости литья и сечения заготовки) |
м |
15 – 40 |
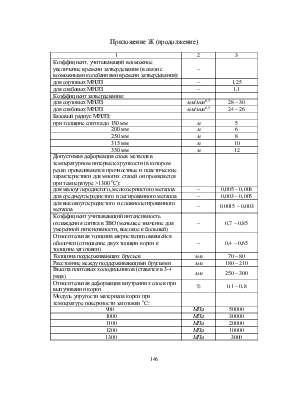
Приложение Ж (продолжение)
|
1 |
2 |
3 |
|
Коэффициент, учитывающий возможное увеличение времени затвердевания (в связи с возможными колебаниями времени затвердевания): |
– |
|
|
для сортовых МНЛЗ |
– |
1,25 |
|
для слябовых МНЛЗ |
– |
1,1 |
|
Коэффициент затвердевания: |
||
|
для сортовых МНЛЗ |
мм/мин0,5 |
28 – 30 |
|
для слябовых МНЛЗ |
мм/мин0,5 |
24 – 26 |
|
Базовый радиус МНЛЗ: |
||
|
при толщине слитка до 150 мм |
м |
5 |
|
200 мм |
м |
6 |
|
250 мм |
м |
8 |
|
315 мм |
м |
10 |
|
350 мм |
м |
12 |
|
Допустимая деформация слоев металла в температурном интервале хрупкости (в котором резко проваливаются прочностные и пластические характеристики для многих сталей он проявляется при температуре >1300 оС): |
||
|
для малоуглеродистого, мелкозернистого металла |
– |
0,005 – 0,008 |
|
для среднеуглеродистого и легированного металла |
– |
0,003 – 0,005 |
|
для высокоуглеродистого и сложнолегированного металла |
– |
0,0015 – 0,003 |
|
Коэффициент учитывающий интенсивность охлаждения слитка в ЗВО (меньшее значение для умеренной интенсивности, высокое к большей) |
– |
0,7 – 0,85 |
|
Относительная толщина закристаллизовавшейся оболочки (отношение двух толщин корки к толщине заготовки) |
– |
0,4 – 0,65 |
|
Толщина поддерживающих брусьев |
мм |
70 – 80 |
|
Расстояние между поддерживающими брусьями |
мм |
180 – 210 |
|
Высота плитовых холодильников (ставятся в 3-4 ряда) |
мм |
250 – 300 |
|
Относительная деформация внутренних слоев при выпучивании корки |
% |
0,1 – 0,8 |
|
Модуль упругости материала корки при температуре поверхности заготовки оС: |
||
|
900 |
МПа |
50000 |
|
1000 |
МПа |
30000 |
|
1100 |
МПа |
20000 |
|
1200 |
МПа |
10000 |
|
1300 |
МПа |
3000 |
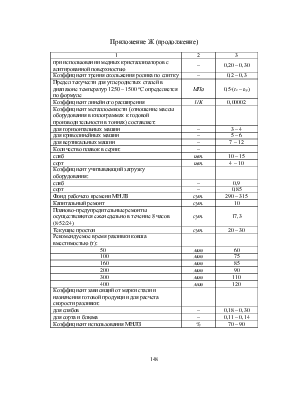
Приложение Ж (продолжение)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.