

4. ОРГАНІЗАЦІЙНИЙ РОЗДІЛ
4.1 Визначення режиму роботи дільниці
Тип виробництва приймають у залежності від:
- річної виробничої програми- 24000 шт.;
- маси та конструкції деталі 0,5кг.;
Річна програма та режим роботи вказуються у завданні.
Таблиця 4.1 − Залежність типу виробництва від об’єму випуску та маси деталі
|
Маса деталі кг |
Величина річної програми випуску, шт |
||||
|
Один. |
Д. серійне |
С. серійне |
К. серійне |
Масове |
|
|
< 1,0 |
< 10 |
10…2000 |
1500…100000 |
75000..200000 |
>200000 |
|
1,0…2,5 |
< 10 |
10…1000 |
1000…50000 |
50000...100000 |
>100000 |
|
2,5…5,0 |
< 10 |
10…500 |
500…35000 |
35000…75000 |
>75000 |
|
5,0…10,0 |
< 10 |
10…300 |
300…25000 |
25000…50000 |
>50000 |
|
>10,0 |
< 10 |
10…200 |
200…10000 |
10000…25000 |
>25000 |
Згідно таблиці визначили що виробництво мого варіанту серійне виробництво Для середнє серійне виробництва визначають розмір партії деталей, що запускаються у виробництво одночасно:
 (4.1)
(4.1)
де ![]() - кількість деталей
об’ємі випуску, 2400 шт.;
- кількість деталей
об’ємі випуску, 2400 шт.;
![]() - необхідний запас
заготівок (для середніх
- необхідний запас
заготівок (для середніх![]() =10 - днів,);
=10 - днів,);
![]() - число робочих днів у
році (
- число робочих днів у
році (![]() дні.)
дні.)
Визначимо річний фонд робочого часу в година і якщо він буде дорівнювати приблизно 2040годин тоді режим роботи буде однозмінним а якщо 4080 годин тоді − двохзмінним.
 (4.2)
(4.2)
де ![]() - ККД процесу,
- ККД процесу, ![]() ;
;
![]() - кількість верстатів
на дільниці 7;
- кількість верстатів
на дільниці 7;
![]() - штучний час на
виготовлення однієї деталі, 14,75 год.;
- штучний час на
виготовлення однієї деталі, 14,75 год.;
![]() - річна програма
випуску, 24000шт.
- річна програма
випуску, 24000шт.
![]() − коеф. завантаження
обладнання(
− коеф. завантаження
обладнання(![]() =14,6)
=14,6)
 год.
год.
Згідно цього отримуємо двозмінний режим роботи дільниці для виготовлення вісь колодок з річною програмою 24000 шт.
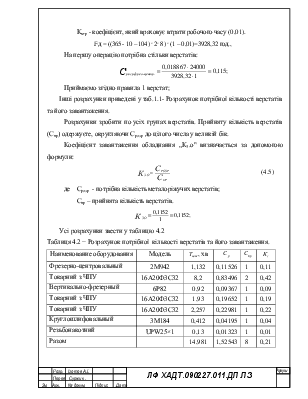
4.2 Розрахунок кількості обладнання та його завантаження опис і обґрунтування технологічного плануваня
Потрібна кількість металоріжучих верстатів «Срозр» визначається за формулою:
 (4.3)
(4.3)
де ![]() - трудомісткість виготовлення однієї
продукції, нормо/годин;
- трудомісткість виготовлення однієї
продукції, нормо/годин;
N - річна програма випуску продукції, 24000шт;.
Fд - дійсний річний фонд роботи верстата, годин;
Кн - коефіцієнт виконання норм ; Кн−1
Fд = ((FK - Пр – Вих) • Ксм • Дсм) • (1 - Квтр) (4.4)
де FK - календарний фонд робочого часу, 365 днів;
Пр - кількість святкових днів за календарем, 10;
Вих - кількість вихідних днів (робочому тижні - 104 дн);
Ксм - кількість змін роботи устаткування;
Дсм - тривалість зміни, 8 год.;
Квтр - коефіцієнт, який враховує втрати робочого часу (0,01).
Fд = ((365 - 10 – 104) · 2· 8) · (1 – 0,01)=3928,32 год.,
На першу операцію потрібна стільки верстатів:

Приймаємо згідно правила 1 верстат;
Інші розрахунки приведені у таб.1.1- Розрахунок потрібної кількості верстатів та його завантаження.
Розрахунки зробити по усіх групах верстатів. Прийняту кількість верстатів (Спр) одержуєте, округляючи Срозр до цілого числа у великій бік.
Коефіцієнт завантаження обладнання „К3.о" визначається за допомогою формули:
 (4.5)
(4.5)
де Срозр - потрібна кількість металоріжучих верстатів;
Спр – прийнята кількість верстатів.
Усі розрахунки звести у таблицю 4.2
Таблиця 4.2 − Розрахунок потрібної кількості верстатів та його завантаження.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.