
8. Проектирование технологической планировки участка и общие организационные вопросы.
8.1. Расчет потребного количества оборудования. Описание и обоснование технологической планировки.
Определяем расчетное количество оборудования для каждой операции, необходимое для обработки пальца:
 , где
, где ![]() - штучное время на
операцию,
- штучное время на
операцию,  - такт выпуска,
- такт выпуска, ![]() мин – длительность рабочей
смены,
мин – длительность рабочей
смены, ![]() мин – технически
неизбежные потери времени,
мин – технически
неизбежные потери времени, ![]() - число
смен,
- число
смен,  дет/сут – суточная программа выпуска деталей,
дет/сут – суточная программа выпуска деталей, ![]() - число рабочих дней в
году.
- число рабочих дней в
году.
Тогда такт выпуска:
 мин.
мин.
Расчетное количество оборудования:
 -
фрезерно-центровальная операция (
-
фрезерно-центровальная операция (![]() );
);
 -
токарно-гидрокопировальная операция (
-
токарно-гидрокопировальная операция (![]() );
);
 -
агрегатно-сверлильная операция (
-
агрегатно-сверлильная операция (![]() );
);
 -
вертикально-сверлильная операция (
-
вертикально-сверлильная операция (![]() );
);
 -
горизонтально-фрезерная операция (
-
горизонтально-фрезерная операция (![]() );
);
 -
слесарная операция (
-
слесарная операция (![]() );
);
 -
резьбонарезная операция (
-
резьбонарезная операция (![]() );
);
 -
круглошлифовальная операция (
-
круглошлифовальная операция (![]() ).
).
Определяем коэффициенты загрузки
оборудования: 
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
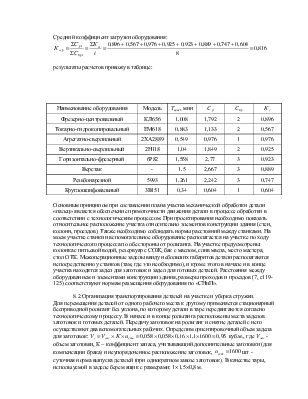
Средний коэффициент загрузки оборудования:

результаты расчетов привожу в таблице:
|
Наименование оборудования |
Модель |
|
|
|
|
|
Фрезерно-центровальный |
КЛ656 |
1,008 |
1,792 |
2 |
0,896 |
|
Токарно-гидрокопировальный |
ЕМ618 |
0,883 |
1,133 |
2 |
0,567 |
|
Агрегатно-сверлильный |
2ХА2889 |
0,549 |
0,976 |
1 |
0,976 |
|
Вертикально-сверлильный |
2Н118 |
1,04 |
1,849 |
2 |
0,925 |
|
Горизонтально-фрезерный |
6Р82 |
1,558 |
2,77 |
3 |
0,923 |
|
Верстак |
- |
1,5 |
2,667 |
3 |
0,889 |
|
Резьбонарезной |
5993 |
1,261 |
2,242 |
3 |
0,747 |
|
Круглошлифовальный |
3В151 |
0,34 |
0,604 |
1 |
0,604 |
Основным принципом при составлении плана участка механической обработки детали «палец» является обеспечение прямоточности движения детали в процессе обработки в соответствии с технологическим процессом. При проектирования необходимо показать относительное расположение участка относительно элементов конструкции здания (стен, колонн, проездов). Также необходимо соблюдать нормы расстояний между станками. На моем участке станки и вспомогательное оборудование располагается на участке по ходу технологического процесса по обе стороны от рольганга. На участке предусмотрены: колонка с питьевой водой, резервуар с СОЖ, бак с маслом, слив масла, место мастера, стол ОТК. Межоперационные заделы ввиду небольших габаритов детали располагаются непосредственно у станков (там, где это необходимо), и кроме этого в начале и в конце участка находятся задел для заготовок и задел для готовых деталей. Расстояния между оборудованием и элементами конструкции здания, размеры проходов и проездов (7, с119-125) соответствуют нормам размещения оборудования по «СНиП».
8.2. Организация транспортирования деталей на участке и уборка стружки.
Для перемещения деталей от одного рабочего
места к другому применяется стационарный бесприводной рольганг без уклона, по
которому детали в таре передвигаются согласно технологическому процессу. В
начале и в конце рольганга расположены места заделов заготовок и готовых
деталей. Передачу заготовок на рольганг и снятие деталей с него осуществляют
два вспомогательных рабочих. Определим ориентировочный объем задела для
заготовок: ![]() куб.м., где
куб.м., где ![]() - объем заготовки, К –
коэффициент запаса, учитывающий дополнительные заготовки (для компенсации
брака) и неупорядоченное расположение заготовок,
- объем заготовки, К –
коэффициент запаса, учитывающий дополнительные заготовки (для компенсации
брака) и неупорядоченное расположение заготовок, ![]() шт
- суточная норма выпуска деталей (при однократном завозе заготовок). В качестве
тары, используемой в заделе берем ящик с размерами: 1´1,5´0,8 м.
шт
- суточная норма выпуска деталей (при однократном завозе заготовок). В качестве
тары, используемой в заделе берем ящик с размерами: 1´1,5´0,8 м.
Для выбора способа уборки стружки определяем суточный выход стружки:
![]() кг/сут,
где
кг/сут,
где ![]() кг – масса заготовки,
кг – масса заготовки, ![]() кг – масса детали. Ввиду
небольшого количества стружки, образующейся на участке ее целесообразно удалять
от станков вручную, собирать в ящики (контейнеры), которые по мере заполнения
вывозятся из цеха средствами безрельсового транспорта (электрокарами). При этом
тара устанавливается в пролете так, чтобы рабочие могли ссыпать в них стружку,
собираемую совками. Затем стружка подается к общецеховому линейному
стружкоуборочному конвейеру и поступает в переработку.
кг – масса детали. Ввиду
небольшого количества стружки, образующейся на участке ее целесообразно удалять
от станков вручную, собирать в ящики (контейнеры), которые по мере заполнения
вывозятся из цеха средствами безрельсового транспорта (электрокарами). При этом
тара устанавливается в пролете так, чтобы рабочие могли ссыпать в них стружку,
собираемую совками. Затем стружка подается к общецеховому линейному
стружкоуборочному конвейеру и поступает в переработку.
8.3. Организация рабочего места станочника.
Рабочее место является основным звеном производственной структуры цеха, оно должно быть рационально организовано. Его планировка, освещение и обслуживание должны создавать необходимые условия для высокопроизводительной ритмичной и безопасной работы на протяжении всей смены.
На рабочих местах должно располагаться станочное оборудование, стол, шкаф, тумбочка для инструмента, тара, стеллаж для размещения оснастки, материалов, заготовок, готовых изделий и отходов производства. Площадь рабочего места должна быть не менее 4,5 кв.м.
Планировка рабочих мест на участке обеспечивает минимальную потребность в площади, удобство обслуживания и соблюдение правил техники безопасности, а именно:
- рядом со станком находится инструментальный шкаф;
- станок оснащен местным осветительным устройством;
- имеется полка для мерительного инструмента и планшет для чертежей;
- под ногами рабочего находится деревянная решетка;
- возле станка находится дополнительная тара для создания заделов (там, где это необходимо);
- обеспечивается своевременный подвоз заготовок и технической документации, а также уборка стружки.
Подробно рабочее место представлено в графической части на планировке.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.