Метод неполной взаимозаменяемости
При расчете размерных цепей по методу максимума-минимума требования к точности изготовления деталей завышены, а гарантии точности изделия — избыточны, так как в действительности в производственных условиях псе размеры имеют случайные отклонения и поэтому должны рассматриваться как случайные величины. Это позволяет расширить допуски на составляющие звенья, что удешевляет производство ЭМА.
Поскольку при сборке по методу неполной взаимозаменяемости имеется возможность случайного сочетания предельных или близких к ним отклонений параметров составляющих звеньев, не учитываемых расчетом, то у некоторой части собранных изделий отклонения выходной величины окажутся вне поля допуска. Для обнаружения брака после сборки обязателен контроль выходной величины всех собираемых изделий. При недопустимой погрешности выходной величины изделие разбирается, части его возвращаются на склад и смешиваются с подобными частями. Составляющие сборочные единицы и детали нельзя считать дефектными и дорабатывать не нужно, так как причиной брака является случайное сочетание погрешностей.
Методу сборки по принципу неполной взаимозаменяемости соответствует
вероятностный метод расчета сборочной размерной цепи. При этом
точность параметров любого звена характеризуют величиной его дисперсии ![]() или
среднеквадратического отклонения
или
среднеквадратического отклонения ![]() . Для
определения математического ожидания и дисперсии функции
. Для
определения математического ожидания и дисперсии функции ![]() ее
линеаризуют в окрестности точки, определяемой математическими ожиданиями переменных
ее
линеаризуют в окрестности точки, определяемой математическими ожиданиями переменных ![]() . Для
этого в разложении функции в ряд Тейлора около точки
. Для
этого в разложении функции в ряд Тейлора около точки ![]() сохраняют
только члены первого порядка, а все высшие отбрасывают. Применив к линейной
функции известные способы определения числовых характеристик, получим
сохраняют
только члены первого порядка, а все высшие отбрасывают. Применив к линейной
функции известные способы определения числовых характеристик, получим
 , где
, где ![]() - корреляционная
функция случайных величин
- корреляционная
функция случайных величин ![]() ;
;
 .
.
Перейдем от дисперсии к среднеквадратическим отклонениям и тогда найдем
 , где
, где ![]() - коэффициент
корреляции величин
- коэффициент
корреляции величин ![]() .
.
Если величины ![]() некоррелированы,
т. е.
некоррелированы,
т. е. ![]() при
при ![]() , то
, то
 .
.
Если закон распределения случайных величин отличен от нормального, пользуются соотношением
 , где
, где
![]() - коэффициент,
зависящий от вида распределения, например,
- коэффициент,
зависящий от вида распределения, например,
—
для закона равной вероятности  ;
;
- для закона
равнобедренного треугольника  ;;
;;
- для нормального закона
распределения ![]() ;
;
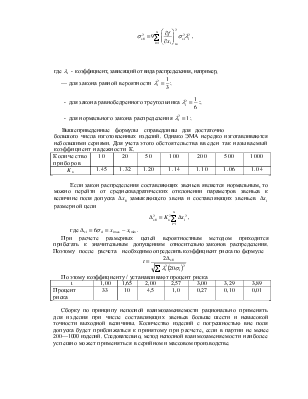
Вышеприведенные формулы справедливы для достаточно большого числа изготовленных изделий. Однако ЭМА нередко изготавливаются небольшими сериями. Для учета этого обстоятельства введен так называемый коэффициент надежности К.
|
Количество приборов |
10 |
20 |
50 |
100 |
200 |
500 |
1000 |
|
|
1.45 |
1.32 |
1.20 |
1.14 |
1.10 |
1.06 |
1.04 |
Если закон распределения составляющих звеньев является нормальным, то
можно перейти от среднеквадратических отклонении параметров
звеньев к величине поля допуска ![]() замыкающего звена
и составляющих звеньев
замыкающего звена
и составляющих звеньев ![]() размерной
цели
размерной
цели
 , где
, где ![]() .
.
При расчете размерных цепей вероятностным методом приходится прибегать к значительным допущениям относительно законов распределения. Поэтому после расчета необходимо определить коэффициент риска по формуле
По этому коэффициенту / устанавливают процент риска
|
t |
1,00 |
1,65 |
2,00 |
2,57 |
3,00 |
3,29 |
3,89 |
|
Процент риска |
33 |
10 |
4,5 |
1,0 |
0,27 |
0,10 |
0,01 |
Сборку по принципу неполной взаимозаменяемости рационально применять для изделия при числе составляющих звеньев больше шести и невысокой точности выходной величины. Количество изделий с погрешностью вне поля допуска будет приближаться к принятому при расчете, если в партии не менее 200—1000 изделий. Следовательно, метод неполной взаимозаменяемости наиболее успешно может применяться в серийном и массовом производстве.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.