ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКОЙ НАСЛЕДСТВЕННОСТИ
Значительное влияние состояния поверхностного слоя деталей машин на их основные эксплуатационные свойства, а также вида и режимов механической обработки на отдельные характеристики состояния поверхностного слоя (высоту шероховатости, форму и направление неровностей, микротвердость поверхностного слоя, глубину распространения наклепа, величину, знак и глубину распространения остаточных напряжений) предопределяет зависимость эксплуатационных качеств деталей от технологии их механической обработки.
Ранее было показано, что важные эксплуатационные качества деталей (долговечность, плавность перемещений, длительность сохранения заданных конструктором точности и посадки, прочность, коррозионная стойкость, магнитные свойства, способность к теплопередаче и теплоизлучению и др.) зависят не только от конструктивных форм и точности изготовления деталей, состава и структуры их материала и его механических качеств, но и от отдельных характеристик состояния поверхностного слоя, сформировавшихся в металле в процессе механической обработки.
Изменение видов и режимов механической обработки оказывает воздействие на отдельные характеристики состояния поверхностного слоя, а соответственно и на эксплуатационные свойства деталей. В этом смысле уместно говорить о существовании технологической наследственности состояния поверхностного слоя и определяемых им эксплуатационных свойств деталей от отдельных технологических операций и всего технологического процесса их изготовления.
Технологической наследственностью называется перенесение на готовое изделие в процессе его обработки погрешностей, механических и физико-химических свойств исходной заготовки или свойств и погрешностей, сформировавшихся у заготовки на отдельных операциях изготовления изделия.
Технологическая наследственность зависит не только от вида и режимов обработки, примененных на чистовой операции. Она может проявиться в изменении свойств или потере точности формы готовой детали при ее эксплуатации в результате воздействия тех или иных элементов состояния поверхностного слоя, созданных в поверхностном слое детали при ее черновой обработке.
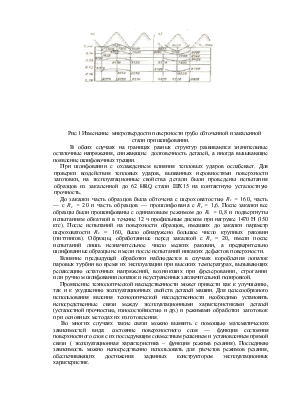
Например, при шлифовании грубо обточенной и закаленной до 62—63 HRC, заготовки из стали ЩХ15СГ шлифовальный круг создает на участках выступов неровностей поверхности тепловые удары, вызывающие мгновенный нагрев и структурные изменения металла поверхностного слоя. При этом во время чистовых режимов шлифования на участках обработанной поверхности, расположенных под выступами неровностей токарной обработки, возникают зоны отпущенного металла пониженной твердости (рис.1,б), а при напряженных режимах шлифования – зоны твердого металла, претерпевшего вторичную закалку (рис.1,а)
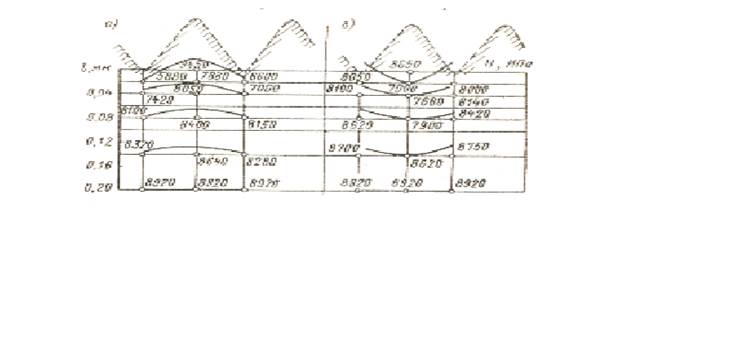
Рис.1 Изменение микротвердости поверхности грубо обточенной и закаленной стали при шлифовании.
В обоих случаях на границах разных структур развиваются значительные остаточные напряжения, снижающие долговечность деталей, а иногда вызывающие появление шлифовочных трещин.
При шлифовании с охлаждением влияния тепловых ударов ослабевает. Для проверки воздействия тепловых ударов, вызванных неровностями поверхности заготовки, на эксплуатационные свойства детали были проведены испытания образцов из закаленной до 62 HRQ стали ШХ15 на контактную усталостную прочность.
До закалки часть образцов была обточена с шероховатостью Rz = 160, часть — с Rz = 20 и часть образцов — прошлифована с Rz = 1,6. После закалки все образцы были прошлифованы с одинаковым режимом до Rz = 0,8 и подвергнуты испытаниям обкаткой в течение 12 ч профильным диском при нагрузке 1470 Н (150 кгс). После испытаний на поверхности образцов, имевших до закалки параметр шероховатости Rz = 160, было обнаружено большое число крупных раковин (питтингов). Образцы, обработанные перед закалкой с Rz = 20, имели после испытаний лишь незначительное число мелких раковин, а предварительно шлифованные образцы не имели после испытаний никаких дефектов поверхности.
Влияние предыдущей обработки наблюдается в случаях коробления лопаток паровых турбин во время их эксплуатации при высоких температурах, вызывающих релаксацию остаточных напряжений, возникших при фрезеровании, строгании или ручном шлифовании лопаток и не устраненных заключительной полировкой.
Проявление технологической наследственности может привести как к улучшению, так и к ухудшению эксплуатационных свойств деталей машин. Для целесообразного использования явления технологической наследственности необходимо установить непосредственные связи между эксплуатационными характеристиками деталей (усталостной прочностью, износостойкостью и др.) и режимами обработки заготовок при основных методах их изготовления.
Во многих случаях такие связи можно выявить с помощью математических зависимостей вида: состояние поверхностного слоя — функция состояния поверхностного слоя с их последующим совместным решением и установлением прямой связи ( эксплуатационная характеристика – функция режима резания). Последнюю зависимость можно непосредственно использовать для расчетов режимов резания, обеспечивающих достижения заданных конструктором эксплуатационных характеристик.
Рис.2 Номограмма режимов точения, обеспечивающих заданную долговечность
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.