ОСНОВЫСБОРОЧНО-МОНТАЖНЫХПРОЦЕССОВ
В основе сборки ЭМА лежит технологический процесс, объединяющий совокупность операций, в результате выполнения которых детали соединяются в сборочные единицы различных степенен сложности, в конечном счете образующие готовое изделие.
Сборочной единицей первой степени сложности называется часть изделия, состоящая только из деталей и основных материалов, которые применяются при сборке (припои, пропитки, намоточный провод и др.). Сборочной единицей п-й степени сложности считается такая, в состав которой входят сборочные единицы (n-1), (п — 2), ..., 1-й степени сложности, а также детали и основные материалы. Деталь или сборочная единица, с которой начинают сборку, называется базовой. Обычно такая деталь или сборочная единица — основание, корпус, цоколь или плата. Каждая сборочная единица пли деталь имеют свой номер, присвоенный на конструктивных чертежах изделия.
Исходными данными для проектирования технологического процесса сборки должны быть чертежи общего вида в отдельных сборочных единиц изделия, технические условия на изделие и отдельные сборочные единицы, программа выпуска изделий и ряд руководящих технических материалов.
Задачей проектирования является разработка такого технологического процесса сборки, который обеспечивает выполнение технических требований при наименьших материальных затратах на его реализацию и наибольшей производительности труда. При разработке технологических процессов сборки основные усилия должны быть направлены на организацию производственного процесса с более высокой производительностью труда, на увеличение выпуска изделий с единицы производственной площади, на повышение надежности производства. Выбор тон или иной формы сборки зависит от объема производства, трудоемкости сборочных процессов и от конструкции собираемого изделия.
Сборка может быть с концентрацией или дифференциацией сборочных операции. Сборка по принципу концентрации операции заключается в том, что на одном рабочем месте производится весь комплекс операции по сборке данной сборочной единицы или изделия. Такая форма характерна для единичного производства. Дифференцированной называется сборка, при которой весь объем работ расчленен на ряд последовательных несложных операций. Сборка по принципу дифференциации операций производительна, экономична и характерна для серийного и массового производства.
Проектирование технологических процессов сборки как часть технологической подготовки производства характеризуется большой трудоемкостью. Последовательность проектирования технологического процесса сборки сводится к разработке схемы сборочного состава сборочных элементов, технологической схемы сборки, технологических карта сборки, производственных технологических карт контроля, единичных и типовых процессов сборки, технологических инструкций. Схемы сборочного состава разрабатывают на основании чертежей общих видов и сборочных единиц, принципиальной электрической, монтажной и других схем прибора. Они отражают структуру прибора и последовательность его сборки.
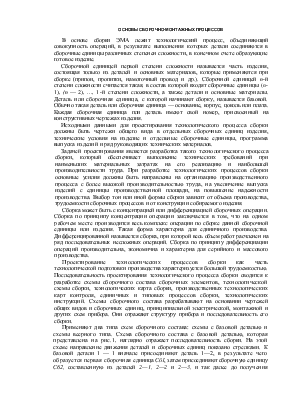
Применяют два типа схем сборочного состава: схемы с базовой деталью и схемы веерного типа. Схема сборочного состава с базовой деталью, которая представлена на рис.1, наглядно отражает последовательность сборки. На этой схеме направление движения деталей и сборочных единиц показано стрелками. К базовой детали 1 — 1 вначале присоединяют деталь 1—2, в результате чего образуется первая сборочная единица Сб1, затем присоединяют сборочную единицу С62, составленную из деталей 2—1, 2—2 и 2—3, и так далее до получения готового изделия. Внутри прямоугольников указывают не только номер, но и наименование детали, а также их количество, необходимое для сборки.
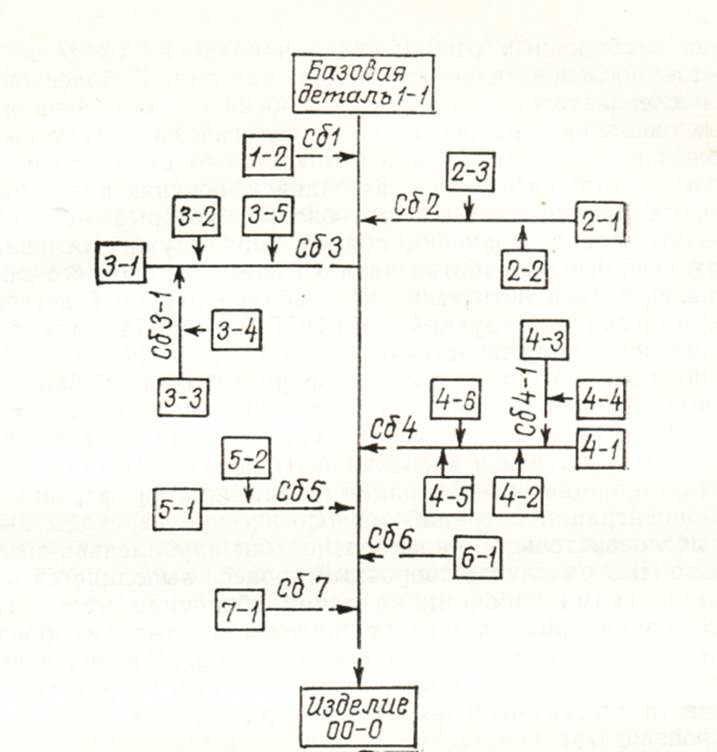
Рис. 1. Схема сборочного состава с базовой деталью.
Схема сборочного состава веерного типа, представленная на рис. 2, дает лучшее представление о составе изделия. В этой схеме в первом нижнем ряду располагают детали или основной материал (для применения основного материала указывают его название и количество в тех или иных единицах измерения), во втором ряду — сборочные единицы первой степени сложности, в третьем — сборочные единицы второй степени сложности и так далее до получения изделии. Для применения покупных изделии, входящих в состав аппаратуры, их указывают условно как сборочные единицы первой степени сложности, например С53 на рис. 2.
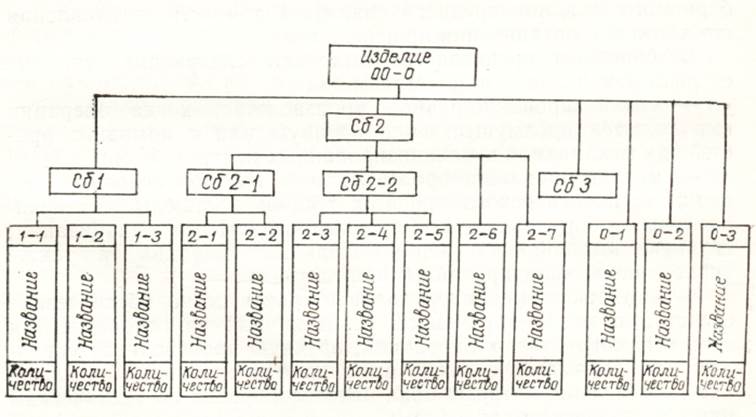
Рис.2. Схема сборочного состава веерного типа.
Расположение деталей и сборочных единиц слева направо на схеме должно отражать последовательность сборки изделия. В более полной мере последовательность, а также особенности выполнения сборочных операций отражаются на технологической схеме сборки. Технологическая схема сборки отличается от схемы сборочного состава тем, что на нее наносят надписи, поясняющие характер сборочных соединений пли требований, которые необходимо обеспечить при выполнении сборки. Она служит основанием для дальнейшей разработки технологического
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.