7 ВЕРСТАТНЕ ПРИСТОСУВАННЯ
7.1 Аналіз схеми базування деталі, вибір й обґрунтовування настановних елементів пристосування
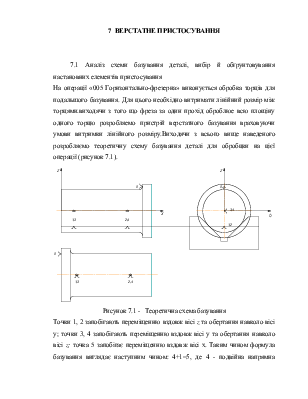
На операції «005 Горизонтально-фрезерна» виконується обробка торців для подальшого базування. Для цього необхідно витримати лінійний розмір між торцями.виходячи з того що фреза за один прохід оброблюе всю площіну одного торцю розробляемо пристрій верстатного базування враховуючи умови витримки лінійного розміру.Виходячи з всього вище наведеного розробляємо теоретичну схему базування деталі для обробцки на цієї операції (рисунок 7.1).
 Рисунок 7.1 - Теоретична схема базування
Рисунок 7.1 - Теоретична схема базування
Точки 1, 2 запобігають переміщенню вздовж вісі z та обертання навколо вісі y; точки 3, 4 запобігають переміщенню вздовж вісі y та обертання навколо вісі z; точка 5 запобігає переміщенню вздовж вісі x. Таким чином формула базування виглядає наступним чином: 4+1=5, де 4 - подвійна напрямна технологічна база, 1 - опорна технологічна база. Точки 1, 2, 3, 4 є схованими базами; точка 5- явна технологічна база.
Виходячи з того, що деталь валик має циліндричний профіль, то доцільно в якості подвійної напрямної технологічної бази використати довгу призму, а в опорної технологічної бази - палець котрий на перщій позиції спирае торець діаметру 100, а на другій позиції спирае оброблений торець тим самим технологічна база співпадае з вимірювальною базою.
Шоста точка базування в данному пристосуванні відсутня так як обертання навколо осі х не впливае на обробку поверхні.
7.2 Опис конструкції роботи пристосування
На корпусі пристосування для операції «005 Горизонтально-фрезерна», встановлено призму в яку кладеться дві деталі. Завдяки ручному піджиму, вони піджимаються до призми, що заважае переміщенню деталей під час фрезерування.
Пристрій мае дві позиції ...
7.3 Розрахунок точності базування заготівки в пристосуванні та аналіз точності виконання розміру
Деталі в будь-якій стадії обробки і у готовому виді мають відхилення від точної геометричної форми й номінальних розмірів, заданих кресленням. Сумарна похибка складається із трьох груп:
1. Похибка установки;
2. Похибка настроювання верстата;
3. Похибки, пов'язані з обробкою на верстаті.
Похибка установки виникає ...
Похибка настроювання містить ...
Похибка обробки містить ...
Похибку установки
заготовки в пристосуванні ![]() обчислюють із урахуванням
погрішностей:
обчислюють із урахуванням
погрішностей: ![]() базування,
базування, ![]() , закріплення заготовок,
, закріплення заготовок, ![]() виготовлення й зношування опорних елементів
пристосувань, положення пристосування. Похибку установки визначають як граничне
поле розсіювання
положень вимірювальної поверхні щодо поверхні відліку в напрямку розміру, що витримується.
виготовлення й зношування опорних елементів
пристосувань, положення пристосування. Похибку установки визначають як граничне
поле розсіювання
положень вимірювальної поверхні щодо поверхні відліку в напрямку розміру, що витримується.
У зв'язку з тим, що зазначені вище похибки є випадковими величинами, то
![]() . (7.1)
. (7.1)
Похибка базування — відхилення фактично досягнутого положення від заданого.
Виходячи з того, що точність виконання обробки поверхні залежить від розміру А, а його завдано, як видно з рисунку 7.2, від технологічної бази деталі, то можна сказати, що при співпадінні вимірювальної і технологічної бази, похибка розмірів становить нулю.
...
Рисунок 7.2 – Схема точності виконання розміру
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.