![]() (42)
(42)
![]()
Средний зазор определяем по формуле 11
Допуск посадки определяем из формулы 12
![]()
Схема расположения полей допусков сопряжения 6 показана на рисунке 14.
показана на рисунке 14.
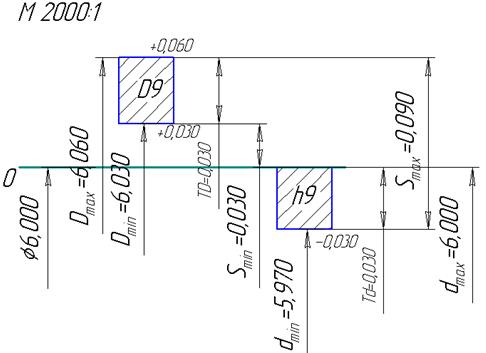
Рисунок 14 - поля допусков посадки 6.
9 Расчет размерной цепи
Исходная размерная цепь представлена на рисунке 13.
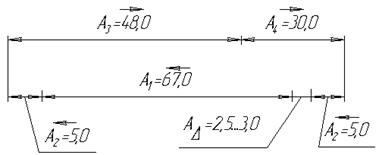
Рисунок 13 - Исходная размерная цепь
Находятся увеличивающие и уменьшающие звенья. Для данного
случая увеличивающими будут звенья ![]() и
и ![]() , а уменьшающими соответственно
, а уменьшающими соответственно ![]() и
и ![]() .
.
Номинальный диаметр ![]() замыкающего
звена определяется:
замыкающего
звена определяется:

Верхнее и нижнее отклонения замыкающего звена:
![]() 3,0-1=+2,0мм,
3,0-1=+2,0мм,
![]() 2,5-1=+1,5мм.
2,5-1=+1,5мм.
Допуск замыкающего звена:
![]() мм.
мм.
При решении прямой задачи методом назначения допусков на составляющие звенья одной степени точности предполагают, что все составляющие цепь размеры могут быть выполнены по какому-либо одному квалитету, а допуски составляющих размеров зависят от их номинального значения. Требуемый квалитет определяют следующим образом.
Величина допуска каждого составляющего размера равна
![]() , (43)
, (43)
где ![]() - число единиц допуска
- число единиц допуска ![]() размера;
размера;
![]() -
единица допуска.
-
единица допуска.
Единицу допуска определяют по эмпирической зависимости
![]() (44)
(44)
где ![]() - средний геометрический размер
для интервала диаметров, к которому относится данный линейный размер,
- средний геометрический размер
для интервала диаметров, к которому относится данный линейный размер, ![]() .
.
Подставив в формулу 48 средние геометрические размеры получим:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]()
Число единиц допуска для всех размеров в рассчитываемой цепи одинаково, поэтому исходя из формул 47 и 48 среднее число единиц допуска для данной размерной цепи, можно определить как:
 (45)
(45)
где ![]() - значение допуска замыкающего
звена,
- значение допуска замыкающего
звена, ![]() ;
;
![]() - число
размеров (звеньев) в рассматриваемой размерной цепи;
- число
размеров (звеньев) в рассматриваемой размерной цепи;
![]() - единица
допуска
- единица
допуска ![]() звена.
звена.
Подставляя числовые значения в формулу 49, получают

Найденное число единиц допуска лежит в пределах стандартных
значений девятого квалитета, где ![]() и десятого квалитета,
где
и десятого квалитета,
где ![]() .
.
Результаты поэтапных вычислений занесены в таблицу 5.
Таблица 5 – Результаты вычислений размерной цепи
|
Обозна-чение звена |
Номиналь-ный размер, мм |
|
Квалитет |
Допуск Т мм |
Верхнее отклонение ES(es) |
Нижнее отклонение EI(ei) |
|
|
3,0 |
- |
500 |
0 |
-0,500 |
|
|
|
67 |
1,89 |
- |
- |
+0,347 |
-0,057 |
|
|
5 |
0,77 |
10 |
0,048 |
0 |
-0,048 |
|
|
48 |
1,68 |
9 |
0,062 |
+0,031 |
-0,031 |
|
|
30 |
1,42 |
9 |
0,052 |
+0,026 |
-0,026 |
|
|
5 |
0,77 |
10 |
0,048 |
0 |
-0,048 |
Определяется допуск корректируемого звена:
Это соответствует допуску между 12 и 13 квалитетами точности.
Назначаются отклонения на охватывающие звенья А2 и А5 по h12.
Т.е. ![]() мм,
мм, ![]() , а на прочие звенья - симметричные отклонения,
т.е.
, а на прочие звенья - симметричные отклонения,
т.е. ![]() ,
, ![]()
Определяются отклонения корректируемого звена из уравнения:
![]() =
0,057 мм
=
0,057 мм
![]() =0,347
мм
=0,347
мм
Тогда:
![]()
Проверяется правильность назначения допусков:
 =0,29+0,048+0,062+0,052+0,048=0,5
мм
=0,29+0,048+0,062+0,052+0,048=0,5
мм
 ((-0,031)+(-0,026))-(0+
0,57+0)=0.
((-0,031)+(-0,026))-(0+
0,57+0)=0.
 (0,031+0,026)-((-0,048)+(-0,048)+(-0,347))=0,50
(0,031+0,026)-((-0,048)+(-0,048)+(-0,347))=0,50
Следовательно, назначаем следующие предельные отклонения размеров:
А1=![]() мм; А2=5-0,048 мм; А3=48±0,031мм;
А4=30±0,026мм; А5=5-0,048 мм
мм; А2=5-0,048 мм; А3=48±0,031мм;
А4=30±0,026мм; А5=5-0,048 мм
10 Расчет калибра для контроля позиционного допуска четырех отверстий
Расчет исполнительных размеров калибра ведется в соответствии с ГОСТ 16085-80.
а б
Рисунок 16 – Приспособление для контроля позиционного допуска
а – детали в сборе; б - калибр для контроля позиционного допуска
Для базового элемента
Н0 - допуск на изготовление, мкм, Н0 = 10;
W0 - величина износа, мкм, W0 = 12;
Предельные размеры базового элемента определятся по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.