начинают сборку изделия, присоединяя к ней детали или другие сборочные единицы, называется базовой деталью.
При выполнении сборки должна достигаться необходимая точность сборки изделия, под которой понимается свойство процесса обеспечивать соответствие значений параметров изделия заданным в конструкторской документации. Необходимая точность достигается применением соответствующего метода сборки изделия - совокупности правил достижения заданной точности замыкающего звена размерной цепи.
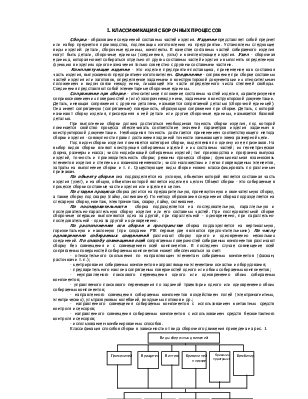
Под видом сборки изделия понимается категория сборки, выделяемая по одному из ее признаков. На выбор видов сборки влияют конструкция собираемых изделий и их составных частей; их геометрическая форма, размеры и масса; число модификаций собираемых изделий; тип производства и программа выпуска изделий, точность и производительность сборки; режимы процесса сборки; функциональная взаимосвязь элементов изделия и степень их взаимозаменяемости; число маложестких и легко повреждаемых элементов, затраты на выполнение сборки и т. п. Существующие виды сборки можно классифицировать по различным признакам.
По объекту сборки она подразделяется на узловую, объектом которой является составная часть изделия (узел), и на общую, объектом которой является изделие в целом. Объект сборки - это собираемые в процессе сборки составные части изделия или изделие в целом.
По стадии процесса сборка делится на предварительную, промежуточную и окончательную сборку, а также сборку под сварку (пайку, склеивание). По методу образования соединения сборка подразделяется на слесарную сборку, монтаж, электромонтаж, сварку, пайку, склеивание.
По последовательности сборка подразделяется на последовательную, параллельную и последовательно-параллельную сборку изделия или его составных частей. При последовательной сборке сборочные операции выполняются одна за другой, при параллельной - одновременно, при параллельно-последовательной - одна за другой и одновременно.
По расположению оси сборки в пространстве сборка подразделяется на вертикальную, горизонтальную и наклонную (при создании РТК первые две являются предпочтительными). По числу одновременно собираемых соединений различают сборку одного и одновременно нескольких соединений. По способу совмещения осей сопрягаемых поверхностей собираемых компонентов различают сборку без совмещения и с совмещением осей компонентов. В последнем случае совмещение осей сопрягаемых поверхностей собираемых компонентов может обеспечиваться за счет:
- относительного скольжения по направляющим элементам собираемых компонентов (фаскам, расточкам и т. п.);
- центрирования собираемых компонентов направляющими элементами оснастки и оборудования;
- предварительного наклона сопрягаемых поверхностей одного или обоих собираемых компонентов;
- неуправляемого поискового перемещения одного или одновременно обоих собираемых компонентов;
- управляемого поискового перемещения по заданной траектории одного
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.