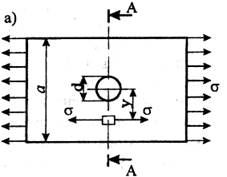
В случае эллиптического отверстия (рис. 1.1,б) коэффициент концентрации напряжений в пределах упругих деформаций
ασ=1 + 2b/с.(1.2)
При с → О ασ→ ∞. Это решение является приближенным, так как при малых значениях с деформации, вызванные внешними силами, оказывают существенное влияние на форму отверстия и последняя формула не выполняется, но оно дает правильную качественную картину.
|
|
|
||||
|
||||
|
Рис. 1.1 Концентрация напряжений: а) - полоса с круглым отверстием; б) - полоса с эллиптическим отверстием; в) - распределение σ в упругой стадии
Упругие решения дают очень большие коэффициенты концентрации напряжений. Например,
можно показать, что ασ ~ ![]() ,
а при ρ → 0 (трещина) ασ →
°о, как и по формуле (1.2). На практике, как будет показано в разделе 1.4, картина
несколько смягчается за счет протекания пластических деформаций.
,
а при ρ → 0 (трещина) ασ →
°о, как и по формуле (1.2). На практике, как будет показано в разделе 1.4, картина
несколько смягчается за счет протекания пластических деформаций.
1.2. Причины концентрации напряжений в сварных конструкциях
Концентрацию напряжений в сварных конструкциях вызывают три группы причин.
1. Нерациональные очертания швов и сварных соединений. На основании данных теории упругости и экспериментальных данных установлено, что очертание швов оказывает большое влияние на распределение в них напряжений от внешней нагрузки. Например, в месте перехода от основного металла к шву напряжения возрастают. Кроме того, в тавровых соединениях без полного проплавления образующийся конструктивный непровар может являться опасным концентратором напряжений. Эти и другие случаи будут рассмотрены далее.
|
Рис, 1.2 Нахлестанное соединение а) - рациональное, б) - нерациональное |
2. Нерациональное конструктивное оформление. На рис. 1.2 изображено нахлесточное сварное соединение. Точки А и В будут являться концентраторами напряжений. Как было сказано ранее, коэффициент концентрации напряжений аσ зависит от радиуса концентратора р. В точке В (рис. 1.2,6) этот радиус меньше, поэтому аσбудет иметь большее значение чем в точке А (рис. 1.2,а).
3. Технологические дефекты шва - газовые пузыри, шлаковые включения и, особенно, трещины и непровары. Возле этих дефектов, при приложении нагрузок, силовые линии искривляются, в результате образуется концентрация напряжений. Особенно опасны трещины, имеющие радиус, стремящийся к нулю.
1.3. Концентрация напряжений в различных типах сварных соединений
1.3.1.Стыковые соединения
В стыковых соединениях со снятым усилением и обработанными гладкими поверхностями швов, не имеющими внутренних дефектов - непроваров, трещин, пор, шлаковых включений, напряжения от продольной силы Р распределяются по поперечному сечению соединяемых элементов равномерно (концентрация напряжений отсутствует) и определяются по формуле
|
(1.3) |
![]()
где / - длина шва, δ - толщина свариваемых пластин.
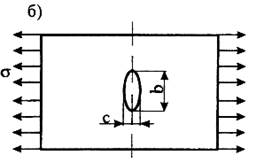
Когда поверхность имеет форму, показанную на рис. 1.3, а, распределение напряжений по сечению становится неравномерным. На рис 1.3, 6, показано распределение напряжений в стыковом соединении при 2v = 13 мм и Dδ= Змм (рис. 1.3, а). Зоны шва, сопряженные с основным металлом,
Рис. 1.3 Распределение напряжений в стыковом шве испытывают концентрацию напряжений. Средние напряжения на оси шва несколько меньше напряжения в основном металле вне соединения.
Теоретическим путем установлено, что концентрация напряжений в зоне стыкового шва может иметь три причины:
1. Концентрация напряжений, определяемая очертанием шва. Назовем этот коэффициент концентрации коэффициентом формы αф Он зависит от величины
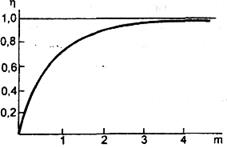
Рис. 1.4 Зависимость η(m)
m = Uv; (1.4)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.