














|
Введение Для моделирования решения профессиональной задачи дана конструкция днищевая секция 32DA в районе 173-183 шп ЛБ сухогруза. Днищевая секция 32DA изготавливается из стали марки А32 ГОСТ5521-86 судостроительная низкоуглеродистая низколегированная сталь, относится к первой группе свариваемости, повышенной прочности по согласованию с «Морским регистром». С точки зрения применения механизированных и автоматизированных способов сварки конструкция технологична. Годовая программа выпуска - 250 штук в год. 1 Краткое описание конструкции Конструкция днищевая секция в районе173-183 шп ЛБ секции 32DA состоит из днища и второго дна. Второе дно состоит из 11 листов стали разных толщин: 2 листов s9,5 и 9 листов s12,5. Днищевая обшивка состоит из 6 листов стали толщиной 14, 0; 21,5; 23,5мм. По правилам Регистра секция набрана по продольно-поперечной системе набора. Продольный набор секции 32DA состоит: проницаемые флоры S22, подкрепленные полосой толщиной 14 и 20мм.; ребрами жесткости - полоса S 12 и 14мм., стрингера - рж120*10. Поперечный набор – проницаемые шпангоуты в виде флор толщиной 11мм., подкрепленные полосой10*120. Секция в составе корпуса судна испытывает: вибрационные нагрузки от работы главного двигателя и знакопеременные нагрузки в шторм и волнение. 2 Выбор способов сварки и сварочных материалов Для постановки прихваток при сборке конструкции выбирается ручная дуговая сварка, так как она наиболее экономична и возможна сварка во всех пространственных положениях. Сущность ручной дуговой сварки заключается в том, что металл плавится за счёт горения дуги, горящей между электродом и изделием, защита расплавленного металла от окружающей среды производится за счёт электродной обмазки. Для сварки стыковых швов конструкции применяется односторонняя автоматическая сварка под флюсом и механизированная сварка в среде СО2 на подкладках ПГП и БФК соответствено с обратным формированием шва, так как сварка может производиться во всех пространственных положениях. Сущность этого способа сварки заключается в том, что дуга возбуждается и горит между изделием и автоматически подающейся проволокой, защита расплавленного металла от окружающей среды происходит за счёт газа подающегося под рабочим давлением 0,10-0,15 МПа. Этот способ сварки применяют при сварке стыков в районе скулы. Сущность способа заключается в том, что металл плавится за счёт тепла дуги, горящей между автоматически подающейся проволокой и изделием, защита расплавленного металла от окружающей среды происходит за счёт свободно супящегося флюса из бункера. Для ручной дуговой сварки выбираем электроды Ø4мм марки УОНИИ 13/55 ГОСТ 9466-75, ГОСТ 9467-75, так как по химическому составу и механическим свойствам эти электроды соответствуют основному металлу. Для механизированной сварки в среде СО2 выбираем проволоку Ø1,2 мм марки Св-08Г2С – для швов не контактирующих с морской водой, а для других – Св-08ГСНТ ГОСТ 2246-70, так как при сварке в среде СО2 легирующие элементы выгорают, значит выбираем проволоку более легированную, чем основной металл. Проволока предназначена для сварки низколегированных сталей во всех пространственных положениях. Для механизированной сварки выбираем углекислый газ ГОСТ 8050–76. Для автоматической сварки под слоем флюса выбираю сварочную проволоку Ø4 мм марки Св-10ГН ГОСТ 2246-80, флюс ОСЦ-45 ГОСТ 9081-80. 3 Выбор сварочного оборудования Для ручной дуговой сварки выбираем многопостовой сварочный выпрямитель ВДМ-1601, а для создания падающей характеристики на посту - балластный реостат РБ-201. Для механизированной сварки в среде СО2 выбираю полуавтомат ПДГ-312, так как он по сравнению с другими более удобен в транспортировке к месту сварки и подходит для расчётных режимов. Питание полуавтомата ПДГ-312 производится универсальным выпрямителем ВДУ-3020. Для сборки конструкции применяем стенд и специальную сборочно-сварочное приспособление – постель. Для автоматической сварки под флюсом применяют автомат 1202. Автомат АДФ-1002 обеспечивает плавное регулирование сварочного тока, скорости подачи электродной проволоки и скорости сварки, а также стабилизацию этих скоростей. Конструкция автомата состоит из унифицированных узлов, кассеты для электродной проволоки массой 12, 14 и 20 кг, самоходной тележки, подающих механизмов, флюсовой аппаратуры, сварочной головки, пульта управления. В комплект автомата входит выпрямитель ВДУ-1202, он предназначен для обеспечения питания сварочных автоматов при однопостовой автоматической сварке под слоем флюса. 4 Технологический процесс в табличной форме Технологический процесс сварки и сборки днищевой секции выполняют в табличной форме. Таблица 1 - Технологический процесс
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП ПЗ |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 5 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 6 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 1
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 7 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 1
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 8 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 1
5 Методы контроля В процессе производства конструкции осуществляют 3 вида контроля: предварительный, пооперационный, контроль готовой продукции Предварительный контроль, для обеспечения высокого качества сварных соединений необходим контроль исходных материалов основного металла, электродов, сварочной проволоки, флюсов, защитных газов и т.д. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 9 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Качество исходных материалов устанавливают на основании сертификатных данных, для чего определяют их соответствие требованиям данного технологического процесса сварки изделий. Кроме этого контролю подлежат: оборудование, оснастка, технология, квалификация сварщиков. Пооперационный контроль, в основном идет внешний осмотр. Внешним осмотром проверяют, качество подготовки и сборки заготовок под сварку, качество выполнения швов в процессе сварки и осмотр готовых изделий. На все отступления в условиях производства должны быть оформлены соответствующие разрешение по установленной форме. 6 Охрана труда, техника безопасности, противопожарные и мероприятия. При сборке и сварке конструкций из низколегированных сталей необходимо выполнять все требования техники безопасности и промышленной санитарии, согласно действующих инструкций для соответствующих специальностей. Участок сборки и сварки должен иметь хорошее заземление и освещение. Перед началом работ с рабочими должен быть проведен инструктаж по технике безопасности, согласно действующих инструкций. При производстве сварочных работ в закрытых отсеках должна быть обеспечена вентиляция. При одновременной работе на одной конструкции большого количество сварщиков, необходимо применить индивидуальные меры защиты, при помощи специальных ограждений, обеспечивающих защиту от брызг и вредного действия лучей дуги рядом работающих. Сварка СО2 производится открытой дугой и сопровождается интенсивным световым излучением, разбрызгиванием, поэтому сварщик обязан закрывать открытые части тела спецодеждой, маской. Все электрооборудование в стационарных и передвижных сварочных установок должно быть в защитном исполнении. Корпуса электросварочных агрегатов, аппаратных ящиков, сварочные столы, плиты, а также обратные провода должны быть заземлены Для обеспечения нормаль- |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 023 ПЗ |
Лист 10 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ных метеорологических условий для рабочей зоны производственных помещений установлены следующие нормы: температура – 15 °-20 °;относительная влажность – не более 75%; скорость движения воздуха – не более 0,5м/сек. В теплый период года температура – 21 °-23 °. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 11 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Список использованных источников 1 Анурьев В.И. Справочник конструктора – машиностроителя том М: Машиностроение, 1982. 2 ГОСТ 14771-76-М.: Издательство стандартов, 1976. 3 Думов В.И. Технология электрической сварки плавление. 4 Сварка в машиностроении том 1-4.: Машиностроение, 1982. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 12 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
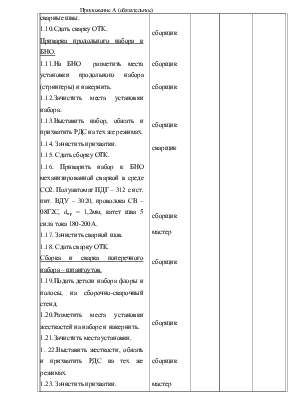
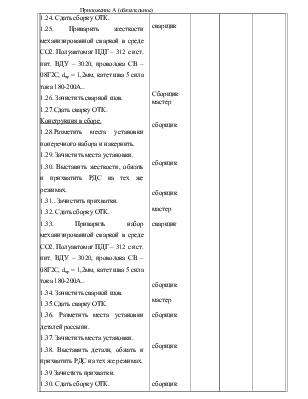
Приложение А (обязательно) Технологические указания на изготовление секции поперечной переборки 87 шп ЛБ.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист 13 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП060110 031 ПЗ |
Лист |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП |
Лист |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП |
Лист |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП |
Лист |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП |
Лист |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГАСП |
Лист |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.