|
Введение Сварка принадлежит к тем технологическим процессам, которые широко используются в самых различных отраслях промышленности, в том числе и в судостроении. Возможность применения сварки в производстве судов со времени изобретения её русскими инженерами Н.Н.Бенардосом и Н.Г.Славяновым неизмеримо расширились, особенно благодаря появлению новых способов сварки и её разновидностей: электрошлаковой, электронно-лучевой, сварка лазером в углекислом газе, взрывами и другие. Русские учёные внесли значительный вклад в разработку способов сварки, а так же в совершенствование их технологий и создание теории сварочных процессов. В частности, ими проведены фундаментальные исследования в области распространения теплоты при сварке, природы возникновения остаточных напряжений и деформаций. Широкое применение сварки в судостроении объясняется существенными преимуществами, которыми они обладают по сравнению с другими технологическими процессами соединения элементов конструкции. Одним из них является экономия металла и снижение массы конструкции при замене болтовых и клёпанных соединений. В сварочной конструкции имеется принципиальная возможность соединять в одном узле металлы и сплавы различных марок с различными физическими и механическими свойствами, например, сталь с алюминием, титан с медью, металлы с неметаллами и другие. В судостроении применяют виды сварки, как сварка под флюсом за счёт увеличения мощности сварочной дуги и надёжной защиты зоны сварки от окружающего воздуха, которые позволяют повысить производительность процесса, экономию материалов и средств. В отличии от инертных газов, углекислый газ в условиях горения сварочной дуги является окислительной средой. Поэтому при сварке в углекислом газе применяют проволоку с повышенным содержанием кремния и марганца по сравнению с ручной дуговой сваркой. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 4 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
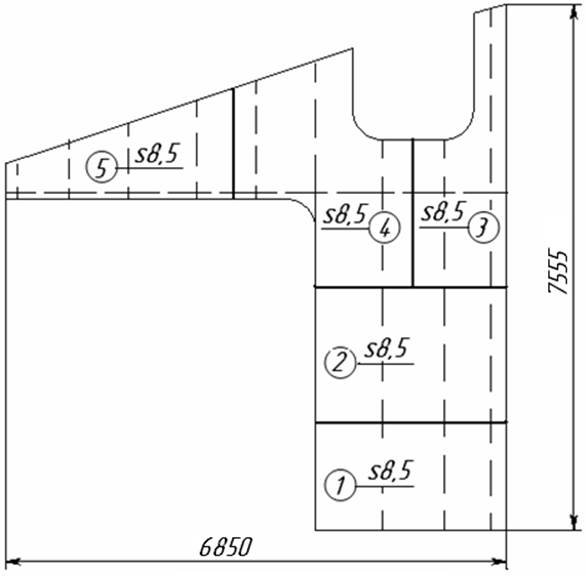
1 Общая часть 1.1 Описание конструкции Секция платформа 12ХGрасположенная в районе 25-34 шпангоутов ЛБ является составной частью корпуса судна. Секция состоит из листов , продольного и поперечного набора. Секция платформа 12ХGпредставляет собой полотно, состоящее из 5 листов S8,5 мм. Марка стали Д 32 ГОСТ5521-86. Шпангоуты являются поперечным набором главного направления и представляют собой ребра жесткости 140*9 и 140*7, тавровые балки – стенка 8*400, полка 10*150. Продольный набор представляет собой тавровые балки – стенка 8*400, полка 10*150, вырез подкреплен полосами 10*100. С точки зрения применения механизированной и автоматической способов сварки конструкция технологична.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 5 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1.2 Характеристика основного металла Сталь марки Д32 ГОСТ5521-86 судостроительная сталь повышенной прочности по согласованию с «Морским регистром». Сталь принадлежит к 1 группе по свариваемости, хорошо сваривается, так как эквивалент углерода лежит в пределах Сэ = 0,35% Свариваемость – это свойство металла образовывать при установочной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделий. Химический состав стали Д32 приведен в таблице 1. Таблица 1 – Химический состав стали В процентах
где С - углерод, повышает прочность, чувствительность к перегреву, закаливаемость, понижает пластичность и вязкость;Mn– марганец, повышает прочность, мало влияет на пластичность; Si– кремний, повышает предел прочности (кремний), понижает вязкость; Cr– хром, повышает ударную вязкость, усиливает закаливаемость, понижает пластичность; Ni– никель повышает коррозийную стойкость, прочность, незначительно снижает пластичность; Cu– медь, повышает коррозийную стойкость и пластичность; Р – фосфор повышает склонность к холодным трещинам; S– сера повышает склонность к горячим трещинам. Механические свойства стали Д32 приведены в таблице 2. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 6 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 2 – Механические свойства стали Д32
Теплофизические свойства стали Д32 приведены в таблице 3. Таблица 3 –Теплофизические свойства стали Д32
Нормализация (N) – первоначальный вид термообработки. Её цель– изменить зерно, получить более высокую прочность, охлаждение ведётся на воздухе со скоростью 50-100 0С. Для изготовления это секции выбираем нормализацию Прокатка с контролируемой температурой (CR) – процесс, при котором температура конца прокатки устанавливается в диапазоне температур нормализации с |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 7 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
целью полной рекристаллизации аустенита. Термомеханическая обработка - строго регламентируется температура и степень обжигания, прокатка осуществляется ближе к нижнему пределу температурного диапазона области двойной фазы, благодаря чему почти не происходит рекристаллизация аустенита. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2 Технологическая часть 2.1 Изменение технологического процесса В связи с увеличением годовой программы выпуска целесообразно заменить: автоматическую сварку с кантовкой стыковых швов платформы на одностороннюю сварку под слоем флюса с обратным формированием шва на электромагнитном стенде. Приварку поперечного набора ручной дуговой сваркой на автоматическую под слоем флюса и механизированной сварку в среде СО2. Приварку продольного набора ручной дуговой сваркой на сварку в среде СО2. Ручную дуговую сварку тавровых балок на стенде заменить на сварку в кондукторе автоматом под слоем флюса. 2.2 Выбор и обоснование способа сварки Для постановки прихваток при сборке конструкции выбирается ручная дуговая сварка, так как она наиболее экономична и возможна сварка во всех пространственных положениях. Сущность ручной дуговой сварки заключается в том, что металл плавится за счёт горения дуги, горящей между электродом и изделием, защита расплавленного металла от окружающей среды производится за счёт электродной обмазки. Преимущества ручной дуговой сварки: простота устройства, экономичность, манёвренность. Недостатки: малая производительность, большие потери на угар и разбрызгивание. Коэффициенты: - потерь g = 15 ¸ 20%; - наплавки aн
= 7 ¸ 8 - плавления aэ=8,5
¸ 9,5. Для приварки продольного набора к платформе и приварки набора между собой, приварки шпангоутов выбираю механизированную сварку в среде СО2, так как сварка может производиться во всех пространственных положениях. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 9 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Сущность этого способа сварки заключается в том, что дуга возбуждается и горит между изделием и автоматически подающейся проволокой, защита расплавленного металла от окружающей среды происходит за счёт газа подающегося под рабочим давлением 10-15МПа. Преимущества механизированной сварки в среде СО2: манёвренность, большая глубина провара по сравнению с ручной дуговой сваркой.. Недостатки: сложность в легировании металла шва, дорогой способ. Коэффициенты: - потерь g = 10 ¸ 15%; - наплавки aн
= 10 ¸ 14 - плавления aэ=12
¸ 15. Для сварки швов платформы и сварки тавровых балок выбираю автоматическую сварку под слоем флюса, так как она наиболее производительна, а также снижена трудоёмкость работ. Сущность способа заключается в том, что металл плавится за счёт тепла дуги, горящей между автоматически подающейся проволокой и изделием, защита расплавленного металла от окружающей среды происходит за счёт свободно супящегося флюса из бункера. Преимущества автоматической сварки: высокая производительность, большая глубина провара, невысокие потери на угар и разбрызгивание. Недостатки: сложность в управлении, дорогой способ. Коэффициенты: - потерь g = 1 ¸ 3%; - наплавки aн
= 14 ¸ 18 - плавления aэ=15
¸ 20. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 10 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2.3 Выбор и обоснование рода и полярности тока Для ручной дуговой сварки выбираю постоянный ток обратной полярности, так как в судостроении для получения плотного, беспористого и герметичного шва используется только постоянный ток. Для механизированной сварки в среде СО2 выбираю постоянный ток обратной полярности, так как необходимо получить ровный, беспористый и герметичный шов, а при токе прямой полярности шов склонен к образованию пор, неполного проплавления, разбрызгивание и окисление элементов. Автоматическая сварка под слоем флюса варится на переменном токе, так как при автоматической сварке на любом токе шов получается плотным и герметичным, а переменный ток более дешёвый. 2.4 Выбор и обоснование сварочных материалов Для ручной дуговой сварки электроды марки УОНИ 13/55 ГОСТ 9466-75 ГОСТ 9467-5, так как по химическому составу и механическим свойствам эти электроды соответствуют основному металлу. Электроды представляют собой металлический стержень, поверхность которого имеет слой покрытия, которое обеспечивает устойчивое горения дуги, получение металла шва требуемого химического состава и механических свойств, равномерное расплавление электродного стержня и покрытия. Состав покрытия электродов: - стабилизирующие – обеспечивают устойчивое горение дуги (полевой шпат, мел, мрамор и так далее); - шлакообразующие – при расплавлении образуют шлак, который защищает сварочную ванну от окружающей среды (гранит, мрамор, магнезит, плавиковый шпат); - газообразующие – при нагреве образуют газы, которые оттесняют воздух от плавильной зоны (мрамор, марганец и так далее); |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 11 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
- раскисляющие – удаляют окиси из металла шва (ферромарганец, ферросилиций); - легирующие – предают металлу шва повышенную прочность, износоустойчивость, коррозионную стойкость (ферросплавы); - цементирующие – предназначены для связки порошковых материалов покрытия в однородную массу и цементирования покрытия на электродном стержне. Паспорт электрода
где Э50 – тип электрода; А – улучшенного качества; УОНИИ 13/55 – марка электрода; 3,0– диаметр электрода; У – электроды для сварки углеродистых и низколегированных сталей; Д – толщина покрытия электрода (толстая); 2 – группа элементов по качеству; Е 431 (3) – группа индексов механических характеристик наплавленного металла сварного шва; Б – вид покрытия (основное). Это покрытие содержит карбонат кальция, карбонат магния, ферросплавы. Газовая защита расплавленного металла от окружающей среды обеспечивается СО2 и СО образующихся в следствии диссоциации карбонатов; 2 - для сварки во всех пространственных положениях, кроме вертикального, сверху вниз; 0 – для сварки на постоянном токе обратной полярности. Химический состав стержня электрода приводится в таблице 4. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 12 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 4 – Химический состав стержня электрода В процентах
Механические характеристики стержня электрода приведены в таблице 5. Таблица 5 – Механические характеристики стержня электрода
Механические характеристики металла шва заваренного электродами приведены в таблице 6. Таблица 6 – Механические характеристики металла шва заваренного электродами
Для механизированной сварки в среде СО2 выбираю проволоку марки Св-08Г2С, ГОСТ 2246-70, так как при сварке в среде СО2 легирующие элементы выгорают, значит выбираем проволоку более легированную, чем основной металл. При сварке в среде СО2 газ диссоциирует на угарный газ и атомарный кислород. Химический состав сварочной проволоки Св-08Г2С приведён в таблице 7. Таблица 7 – Химический состав сварочной проволоки В процентах
Механические характеристики сварочной проволокой Св-08Г2С приведены в таблице 8 Таблица 8 – Механические характеристики сварочной проволокой
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 13 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Газ СО2, ГОСТ 8050-76, бесцветный газ со слабым запахом, хорошо растворим в оде, тяжелее воздуха. Ткип=18,9%; Тзитв=-56,6 0С; Ткрит=31 0С; критическое давление 750МПа, сорт 1. К рабочему месту газ СО2 транспортируется по трубопроводу. Цветовая марка баллона: баллон чёрный, надписи жёлтые, полос нет. Механические характеристики металла шва заваренного проволокой Св-08Г2С приведены в таблице 9 Таблица 9–Механические характеристики металла шва заваренного проволокой
Для автоматической сварки под слоем флюса выбираю сварочную проволоку марки Св-08А, ГОСТ 2246-80; флюс ОСЦ-45, ГОСТ 9081-80. Химический состав сварочной проволоки Св08А приводится в таблице 10. Таблица 10– Химический состав сварочной проволоки В процентах
Механические характеристики сварочной проволоки Св-108А приводится в таблице 11 Таблица 11 – Механические характеристики сварочной проволокой
Механические характеристики металла шва, заваренного проволокой Св-08Априведены в таблице 12. Таблица 12- Механические характеристики металла шва заваренного проволокой
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 14 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Флюс ОСЦ-45 состоит из марганцевой руды, кварцевого песка и плавикового шпата. Флюс малочувствителен к ржавчине, даёт плотные швы, стойкие против образования горячих трещин. Недостатком флюса является большое выделение вредных фторичных газов, химический состав флюса ОСЦ-45 приведён в таблице 13. Таблица 13 - Химический состав флюсаВ процентах
где SiO2 , MnO , CuO – образуют шлаковую корку, тем самым, защищая расплавленный металл от окружающей среды;CaF, MgO, F2O3–повышенная стойкость против коррозии; Al– добавляется для размягчения зёрен структуры. 2.5 Выбор и расчет режимов ручной дуговой сварки Силу сварочного тока Iсв , А, для постановки прихваток определяют по формуле
где d– диаметр электрода, мм; К – коэффициент, который зависит от диаметра электрода. Принимают d = 3 мм, К = 30 А/мм
Напряжение на дуге принимаю Uд = 25В. Расчёт режимов сварки в среде СО2 в Приложении А. Расчет режимов для автоматической сварки под слоем флюса, стыковое. Для расчёта режимов принимают глубину проплавления h,мм равной толщине ме- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 15 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
талла S, так как шов с обратным формированием при h=S =8,5 мм. Сила сварочного тока Iсв , А, определяют по формуле
где К - коэффициент производительности, мм/100·А; h - глубина провара, мм. Принимают К= 1,75.
Напряжение на дуге принимают Uд=36В. Коэффициент формы провара Ширину сварочного шва e, мм, определяют по формуле
где h - глубина провара, мм;
Принимают
В соответствии с ГОСТ 8713-79 соединение С4 с толщиной S =8,5 мм ширина сварного шва e до 26 мм. Принимаем e =24 мм. Выпуклость валика g, мм, определяют по формуле
где e - ширина сварного шва, мм; φЕ– коэффициент формы валика, который лежит в пределах 5¸8. Принимаем φЕ = 8
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 16 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Площадь сечения наплавленного металла Fн, см 2, определяют по формуле
Коэффициент
наплавки металла aн ,
Действительный коэффициент наплавки aНВ
,
Скорость перемещения дуги Vnq, м/ч, рассчитывают по формуле
Скорость подачи сварочной проволоки Vпп , м/ч, рассчитывают по формуле
где π– 3.14; g– равный 7.8; αН - площадь сечения наплавленного металла, см 2; Iсв– сила сварочного тока, А.
Тавровое соединение S=8,5 мм, в соответствии с ГОСТ 8713-79, выбираю соединение Т3 катет шва К=6 мм. Зная катет шва, можно определить площадь поперечного сечения для шва без выпуклости. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 17 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Площадь поперечного сечения для шва FH, мм, определяют по формуле
где К - катет шва, мм.
Принимают Принимают диаметр электрода d =3мм. Для принятого диаметра электрода выбирают плотность тока на электроде и определяют силу сварочного тока. Силу сварочного тока Iсв, А, определяют по формуле
где π– 3.14; d– диаметр электрода, мм; i - плотность тока, А/мм2. Принимают плотность тока i =70 А/мм2.
Действительный
коэффициент наплавки aн ,
где А и В – коэффициенты; Iсв - сварочный ток, А/мм2.; dэл – диаметр электрода, мм.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 18 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Скорость перемещения дуги Vnq, м/ч, рассчитывают по формуле
где αН– коэффициент наплавки; Iсв - сварочный ток , А/мм2; FH- площадь поперечного сечения ,м; g - плотность металла.
Коэффициент формы провара Глубину провара h, мм, определяют по формуле
где VПД– скорость перемещения дуги, м/ч.
Ширину сварного шва ℓ, мм, определяют по формуле
где jпр– коэффициент провара; h - глубина провара, мм. Высоту выпуклости q, мм, определяют по формуле
где FH - площадь поперечного сечения, мм 2; |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 19 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ℓ - ширина сварочного шва, мм.
Общую высоту сварочного шва Н, мм, определяют по формуле
где h - глубина провара, мм; q - высота выпуклости, мм.
Высоту наплавленного металла hН, мм, определяют по формуле
Глубину проплавленного основного металла h0, мм, определяют по формуле
Скорость подачи сварочной проволоки VПП, мм, определяют по формуле
где
αН
–
коэффициент наплавки, Iсв – сварочный ток, А; π– 3,14; d– диаметр электрода, мм; g - плотность металла, г/см 3.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 20 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2.6 Выбор и описание сварочного оборудования Для ручной дуговой сварки выбираю выпрямитель ВДМ-1601. Он представляет собой литой корпус, в который вмонтирован трёхфазный трансформатор, выпрямитель, шинопровод с балластными сопротивлениями, шкаф управления. Технические характеристики выпрямителя ВДМ-1601 представлены в таблице14. Таблица 14 – Технические характеристики выпрямителя ВДМ-1601
Балластный реостат РБ-201 предназначен для регулирования силы тока при ручной дуговой сварке от многопостовых сварочных выпрямителей постоянного тока, а так же для предохранения источника питания от короткого замыкания. Позволяет значительно снизить капиталовложения и эксплуатационные расходы на один сварочный выпрямитель. Технические характеристики выпрямителя РБ-201 представлены в таблице15. Таблица 15 – Технические характеристики балластного реостата РБ-201
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 21 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Для механизированной сварки в среде СО2 выбираю полуавтомат ПДГ-312, так как он по сравнению с другими более удобен в транспортировке к месту сварки и подходит для расчётных режимов. Технические характеристики полуавтомата ПДГ-312 приведены в таблице 16. Таблица 16 – Техническая характеристика полуавтомата ПДГ-312
Питание полуавтомата ПДГ-312 производится универсальным выпрямителем ВДУ-3020. Технические характеристики универсальным выпрямителем ВДУ-3020.приведены в таблице 17. Таблица 17- Технические характеристики универсальным выпрямителем ВДУ-3020.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 22 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 17
Для автоматической сварки под флюсом применяют автомат 1202. Автомат АДФ-1202 обеспечивает плавное регулирование сварочного тока, скорости подачи электродной проволоки и скорости сварки, а также стабилизацию этих скоростей. Конструкция автомата состоит из унифицированных узлов, кассеты для электродной проволоки массой 12, 14 и 20 кг, самоходной тележки, подающих механизмов, флюсовой аппаратуры, сварочной головки, пульта управления. Мощность самоходной тележки 60 ВА, подающего механизма-90 ВА. Конструкция автомата позволяет регулировать положение сварочной головки в поперечном положении относительно шва в пределах 60 мм, а также поворот относительно оси в пределах 90 0 в ту или иную сторону. В комплект автомата входит выпрямитель ВДУ-1202, он предназначен для обеспечения питания сварочных автоматов при однопостовой автоматической сварке под слоем флюса. Полную индуктивность дросселя используют при работе на подающей внешней характеристике, наименьшую – на второй ступени. Регулирование на второй внешней характеристике. Технические характеристики автомата АДФ-1202 и выпрямителя ВДУ-1202 приведены в таблице 18, 19.. Данный автомат АДФ-1202 и источник питания ВДУ-1202 обеспечивают стабильность режимов и параметров сварного шва во время сварки. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 23 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица 18 – Технические характеристики автомата АДФ-1202
Таблица 19 – Технические характеристики выпрямителя ВДУ-1202
2.7 Описание механизированного сборочно-сварочного приспособления. Для сварки платформы выбирают электромагнитный стенд с флюсовыми подушками. Стенд состоит из нескольких подушек, стеллажа для заготовок, рельсового пути и системы передвижения подушек, в которую входят тяговая лебёдка с канатами и блоками. Управление лебёдкой осуществляется с переносных кнопочных станций; передвижение подушек ограничено конечным выключателем. Рама подушки установлена |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 24 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
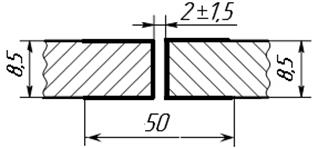
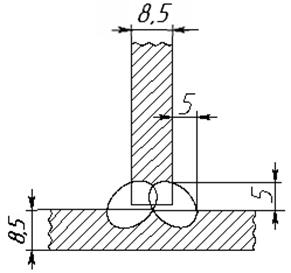
на двух тележках. Внутри рамы расположен жёлоб для флюса, а под ним два шланга для подъёма и опускания жёлоба, связанные с ним толкателями. Вдоль жёлоба расположены унифицированные электромагнитные блоки, состоящие из сердечников, катушек и корпусов. Кроме, того, в раме расположены стойки с роликами для продольного и поперечного перемещения свариваемых листов. Стойки с роликами поднимаются шлангами. Для сцепления с тяговым канатом при передвижения подушки на концах рамы имеются захваты. 2.8 Основные положения на сборку и сварку Непосредственно перед сборкой под сварку кромки деталей и прилегающих к ним участки шириной 20-30 мм должны зачищаться от ржавчины, окалины, краски, масла и других загрязнений, а при необходимости просушиваться от влаги. Зачистка производится пневматическими шлифовальными машинами, снабжёнными стальной проволочной щёткой. В местах, где машинку применить невозможно, зачистку производят ручными проволочными щётками. Масло и краску удаляют ветошью, смоченной в уайт-спирите или другом растворителе, с последующей протиркой чистой ветошью.
Рисунок 3-Элементы подготовки мест зачистки кромок соединения Т3 ГОСТ 8713 -79 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 25 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
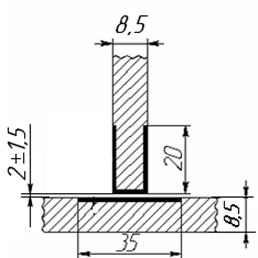
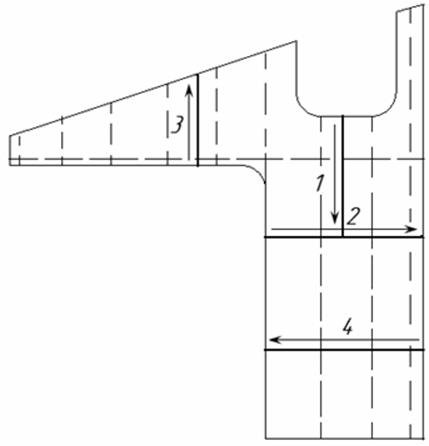
По концам стыкуемых листов следует ставить по 2-3 усиления прихватки длиной 40мм. Прихватки должны защищаться от шлака и брызг, а также тщательно проверяться внешним осмотром. Гребешки при сборке необходимо установить параллельно друг другу и под углом 45 0 к оси шва. Толщина гребёнки примерно равна толщине сварных листов, но не более 24мм, длина равна α-50мм, где α– шпауля, но не более 350мм и высота не менее 80мм. Расстояние между гребёнками 250-300мм. При размётке теоретического положения установки набора на секции учитывают усадку от сварки раной 0,5мм на каждое продольное и поперечное ребро. Местные деформации корпусных конструкций, превышающие допустимые величины, допускается исправлять путём правки. При проверке подготовки кромок под сварку необходимо проверить зачистку кромок, зазор под сварку и притупления. К сварке конструкции приступают только после приёмки ОТК сборки. Механизированную сварку в среде СО2 выполняют симметрично относительно середины края при длине больше 2-х метров и на «проход» при длине соединения до 2-х метров. Ширина валиков должна быть не более 2-3-х диаметров электрода, включая толщину обмазки. Максимальная ширина валиков должна быть не более 18 мм при диаметре проволоки 1.2 мм; вылет в пределах 10¸15мм. Расход газа для тавровых соединений 8-12л/мин.
Рисунок 4- Элементы подготовки мест зачистки кромок соединения Т3 ГОСТ 14771-76 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 26 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
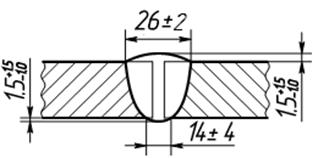
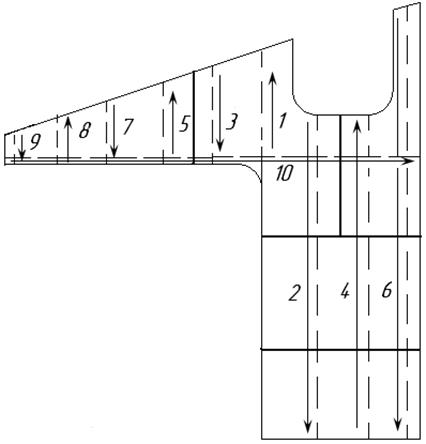
Рисунок 5 - Параметры сварного шва таврового соединения ТЗ 6 ГОСТ 14771-76
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 27 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2.9 Технологический процесс Технологический процесс сварки и сборки секции платформы выполняют в табличной форме., технологический процесс приведён в таблице 20. Таблица 20 – Технологический процесс
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 28 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 20
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 29 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 20
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 30 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 20
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 31 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Продолжение таблицы 20
2.10 Методы контроля Предварительный контроль включает в себя: контроль основного металла, контроль сварочных материалов, контроль квалификации рабочих, сортность газа. Основной металл не должен иметь слоёности, пор, трещин, вмятин. Сварочные материалы: электроды, сварочная проволока, флюс, газ. Электроды должны быть: сухими, не иметь на покрытии пор, трещин; обмазка должна прочно держаться на стержне. Электроды без паспорта в производство не допускаются. Сварочная проволока должна иметь сертификат, где указано наименование завода-изготовителя, химический состав и механические свойства, как самой проволоки так и наплавленного металла этой проволокой. Затем сравнивается химический состав и механические свойства стали с химическим составом и механическими свойствами проволоки и только после этого разрешается запускать проволоку в производство. Флюса должен обеспечивать стабильное горение дуги, хорошую защиту сварочной ванны, хорошее отделение шлаковой корки, не должен иметь больших комков и |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 32 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
не быть очень мелким, должен быть всегда сухой. На всех крупных предприятиях создаются аттестационные комиссии по повышению квалификации. Сварщику даётся время на теоретическую и практическую подготовку. После чего проверяются теоретические знания и при успешной сдачи проверяют практику в присутствии наблюдающего. Проходящим баллом считается балл 3, очень редко балл 2 и не проходной балл 1. Пооперационный контроль – это контроль, который производится в процессе изготовления конструкции. Проверяется технология изготовления конструкции в соответствии с технологическим процессом, замеры прихваток и сварных швов. Измерения производятся измерительным инструментом или специальными шаблонами. Контроль готовой продукции. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 33 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3 Мероприятия по технике безопасности, противопожарной технике и экологическим мероприятиям Перед началом работ персонал должен пройти инструктаж для ознакомления с указанными требованиями, при этом внимание должно быть обращено на выполнение особо опасных технологических операций: такелажные работы с узлами и секциями, их контовка и установка. Перед работой должно быть проверено заземление оборудования и его исправность. сварочные кабели нельзя располагать рядом с газосварочным оборудованием. Должна быть проверена газосварочная аппаратура (не ли утечки газа). Сборочно-сварочные работы выполняются в установленной для рабочих спецодежде и с применением соответствующих средств индивидуальной защиты: защитная маска, щиток, респираторы, наколенники, налокотники, рукавицы. Защитные очки, ушные заглушки «беруши», ботинки со стальными носами и др.). При выполнении электросварочных работ должна быть оборудована обще-обменная или местная вентиляция помещений, обеспечивающая концентрацию вредных примесей в воздухе рабочей зоны не выше предельно допустимой, установленной санитарными нормами и правилами. Для защиты рабочих, не связанных со сварочными работами, от действия сварочной дуги рабочие места сварки ограждаются ширмами. Для переносного освещения должно применяться освещение не выше 12В. Применение сварочного напряжения для питания переносного местного освещения категорически запрещается. Содержание кислорода в воздухе рабочего помещения сварщика должно быть не ниже 21% по объёму. Транспортировкой, контовкой и погрузкой должен руководить мастер такелажных работ, обеспечивать при этом выполнение правил инструктажа. Кран, стропы, скобы должны быть исправны, испытаны и соответствовать правилам техники безопасности. К выполнению погрузочно-разгрузочных работ, контовочных и сварочных работ допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, а так же техническое обучение и имеющие удостоверение на право проведения этих работ. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 34 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
При монтажных работах с конструкцией выставляются леса, которые должны быть испытаны и соответствовать требованиям правил техники безопасности. При просветке дефектов сварных швов операторы-дефектоскописты должны постоянно иметь при себе индивидуальные дозиметры, кроме того, дозиметрические службы должны систематически контролировать дозы облучения. Радиационные лаборатории должны иметь защитные стены, располагать лаборатории либо в отдельных зданиях, либо в цехах технологических цепочек. Противопожарные мероприятия. Цеха должны быть оборудованы противопожарными средствами защиты: огнетушителями, противопожарными щитами, ящиками с песком. На каждые 50 метров участка цеха должен висеть огнетушитель. Перед началом работы со сварочным оборудованием необходимо проверить, нет ли в близи легковоспламеняющихся предметов. Все поступающие на работу проходят инструктажи: первичный и вторичный. Первичный инструктаж – ознакомление с общими правилами пожарной безопасности и способами пользования средств тушения пожаров. Вторичный инструктаж – это изучение правил пожарной безопасности в цехе на участке и на рабочем месте. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 35 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Список использованных источников 1 Гитлевич А. Д. и Этингоф Л. А. «Механизация и автоматизация сварочного производства». 2 Думов С. И. «Технология электрической сварки плавления». 3 Духанин Ю. А. и Акулин Д. Ф. «Техника безопасности, противопожарные меры». 4 Кузьменко В. К. «Охрана труда в судостроении». 5 Колганов Л. А. «Сварочные работы».Троицкий В. А. и Валевич М. И. «Неразрушающий контроль сварных соединений» |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 36 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИЛОЖЕНИЕ А (обязательное) Расчёт режимов сварки тавровых швов с односторонним скосом кромок S=8 мм Технологические параметры режимов сварки * Основной металл низколегированная и низкоуглеродистая сталь * Электродная проволока марки Св-О8Г2С * Соединение без скоса кромок * Шов многопроходный
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
КПСП.070111.004 ПЗ |
Лист 37 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.






 ;
;
 ;
; ,
(2)
,
(2) 
 ,
, 
 (8)
(8)
 ,
(9)
,
(9)
 ,
(10)
,
(10)
 ,
(11)
,
(11)
 ,
(12)
,
(12)
 ,
(13)
,
(13)
 ,
(14)
,
(14)
 ,
(17)
,
(17)
 (21)
(21) ;
;