СОГЛАСОВАНО:
1.Установка и приварка объемной секции днища с бортом 2401.
(черт.№01271.362112.008СБ)
1.Установить на построечном стапеле по разметке стапельные тележки , межтележные связи , стапельные балки , килевые и бортовые опоры чертеж №01271.365261.5001СБ . В целях безопасности произвести балластировку стапельных балок . Проверить и выровнять опорные поверхности .
1.1.В соответствии со схемой транспортировки черт. № 5313.360.505. , погрузить краном объемную секцию на килевые и бортовые опоры стапельных балок.
1.2.Стапельными тележками подкатить объемную днищевую секцию к ранее установленным секциям на расстояние около 100 мм.
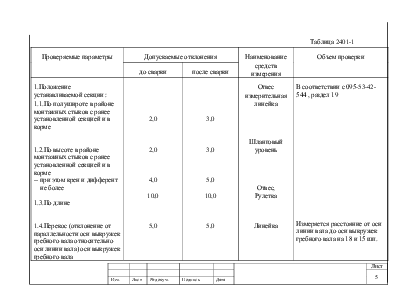
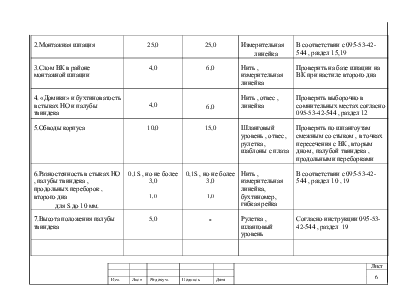
1.3.Выровнять устанавливаемую секцию под причерчивание по всем контрольным линиям ,руководствуясь требованиями таблицы 2401-1 и таблицы 1 настоящих тех.указаний , надежно закрепить . Выбрать величину причерчивания. Причертить , выполняя требования раздела 19 инструкции 095-53-42-544 , учитывая номинальные зазоры под сварку и усадку от сварки 4мм.
1.4.Откатить секцию 2401 на 200 – 300 мм.в корму.
1.5.Закернить сплошным кернением линии контуровки кромок и нанести контрольные линии на расстоянии 50-100 мм. от линии реза . Обрезать припуск и разделать под сварку кромки: НО , палубы твиндека , продольных переборок , второго дна , ВК согласно чертежу. Зачистить стыкуемые кромки под сварку пневмоинструментом .
1.6.Подкатить секцию 2401 к ранее установленным секциям . Проверить ее положение по полушироте , высоте , длине ;проверить размер монтажной шпации , положение осей линий валов и величину сварочного зазора, при этом учесть требования таблицы 2401-1
ПРИМЕЧАНИЕ:
Для установки объемной секции произвести пробивку осей линии вала . Ось линии вала пробивать от поперечной переборки 76 шп. до шергеня (черт.ПР-88271-21) на стапеле расположенного на минус 4 шш. . За минус 4 шп. установить площадку для теодолита .Точки пересечения , оси линии вала с плоскостями переборки 76 шп. и шергеня на стапеле , нанести по координатам с плаза и зафиксировать мишеньками (черт.ПР-90653) . Допускаемые отклонения оси линии вала по высоте и полушироте – 2,0 мм.. . На 16,31,44,56 шп. установить промежуточные шергени и мишеньки , допускаемое отклонение оси линии вала от прямолинейности на них- 1,0 мм. .
1.7.Стапельные балки установить на стапельные стулья.
1.8.Состыковать кромки НО в направлениях от ДП к палубе твиндека , закрепляя их на электроприхватках. Затем состыковать кромки настила палубы твиндека в направлении от ДП к бортам , закрепить на электроприхватках.
1.9.Выполнить соединение настила второго дна в направлении от ДП к бортам , закрепляя стыкуемые кромки на электроприхватках.
1.10.Состыковать кромки ВК . Затем выполнить соединение полотен продольных переборок . Установить электроприхватки.
1.11.По монтажному стыку на настиле палубы твиндека и НО установить подкрепляющие рыбины .
ПРИМЕЧАНИЕ:
Выполнить указания п.20 тех.требований чертежа №01271.365261.5001СБ-установку секции 2401 производить , поддерживая краном до сварки монтажных стыков , либо приварки рыбин по монтажным стыкам .
1.12.Сдать ОТК монтажную сборку секции 2401 под сварку. Проверку выполнять согласно таблице 2401-1. Результаты измерений по п.1,2,5 занести в «Журнал-паспорт заказа».
1.13.Сварка монтажного стыка секций выполняемся в последовательности :
1.13.1.Сварить со стороны набора в направлении от ДП наружную обшивку и настил палубы твиндека в обе стороны одновременно .
1.13.2.Прострогать корень шва в соответствии с чертежными параметрами . Зачистить. Сдать ОТК.
1.13.3.Заварить в направлении указанном выше наружную обшивку и настил палубы твиндека. Одновременно со стороны набора в обе стороны от ДП , заварить соединение настила второго дна .
1.13.4.Сварить с верхней стороны стык настила второго дна , в направлении от ДП к борту. Одновременно с этим произвести сварку вертикального киля в направлении снизу в верх..
1.13.5.Произвести сварку продольных переборок в направлении снизу в верх .
1.13.6.Сварку производить обратноступенчатым способом. Длина ступеней 200—250 мм.. Сварные швы выполнять до чертежных размеров.
1.13.7.Режимы ручной дуговой сварки приведены в СПС №Б-03Р , СПС №Б-07Р , СПС №Б-08Р .
1.14.В соответствии с чертежом и комплектовочной ведомостью установить стапельные узлы и детали россыпи , зачистив соединения под сварку , закрепить эл.прихватками .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.