Лабораторная работа № 6
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН
1. ЦЕЛЬ РАБОТЫ
Изучить методы изготовления неразъемных соединений оптических волокон.
Ознакомиться с установкой для сварки световодов КСС–111, изучить режимы работы и выполнить неразъемное соединение многомодового световода градиентного типа.
2. КРАТКОЕ ОПИСАНИЕ УСТАНОВКИ
ДЛЯ СВАРКИ СВЕТОВОДОВ
2.1. Назначение
Комплект для сварки световодов мод. КСС–111 (далее комплект) предназначен для подготовки к сварке и сварки многомодовых волоконных световодов из кварцевого стекла градиентного типа с диаметром сердцевины 50 мкм типа МГО1–1 и МГО2–1 с последующей заделкой места сварки световода при помощи защитных гильз и заливкой места сварки световодов в ложементе быстродействующими компаундами.
Комплект для сварки световодов состоит из следующих частей [5]:
1) устройство для сварки световодов;
2) футляра с комплектом инструментов и принадлежностей для разделки световодного кабеля;
3) устройства для защиты места сварки.
2.2. Технические данные
Технические данные, основные параметры и характеристики указаны в табл. 3.
Таблица 3
|
Наименование параметров и характеристик |
Значение |
|
1. Диаметр свариваемых световодов, мкм |
125+5 |
|
2. Диаметр защитного покрытия световодов, мкм |
800+85 |
|
Окончание табл. 3 |
|
|
3. Длина конца световода, освобожденного от защитного покрытия, мм |
250+15 |
|
4. Потери на сварном стыке, измеренные на длине волны а, 85 мкм, с вероятностью 0.8 дБ, не более |
0.2 |
|
5. Механическая прочность на разрыв в месте сварки, % от начальной прочности волокна, не менее |
30 |
|
6. Способы защиты места сварки |
1) с помощью защитных гильз (КЗС), 2) заливкой быстротвердеющим компаундом |
|
7. Режим сварки |
Ручной и полуавтоматический |
|
8. Увеличение оптической системы, крат, не менее |
50 |
|
9. Ход подвижного зажима по оси Х, мм |
3+0,5 |
|
10. Поперечное перемещение зажима световодов в двух взимноперпендикулярных плоскостях не менее, мм |
0,5 |
|
11. Зазор между электродами, мм |
0,5–2 |
|
12. Продольное перемещение электродов, мм |
0,5 |
|
13. Рабочий зазор в тепловом двигателе, мкм |
7–12 |
|
14. Диапазон регулировки тока электрического разряда, мА |
7–25 |
|
15. Диапазон регулировки времени действия электрического разряда, с: 1) в режиме "ОПЛАВЛЕНИЕ" 2) в режиме "СВАРКА" |
0,2–2 1–10 |
|
16. Ток, потребляемый устройством не менее, А |
5 |
|
17. Напряжение питания, В |
12+2 |
2.3. Состав изделия
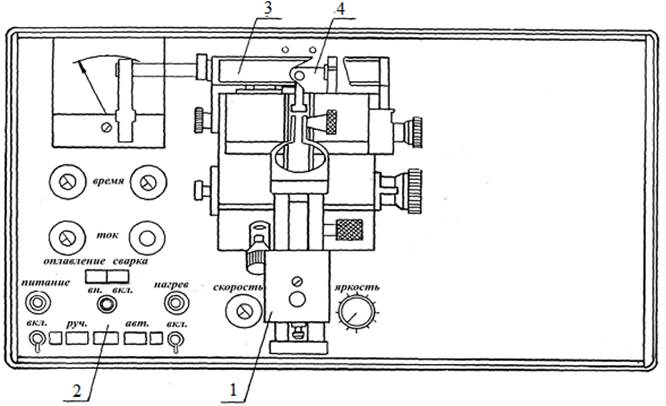
Комплект для сварки световодов мод. КСС–111 включает следующие основные составные части (см. рис. 10).
|
|
Рис. 10 |
1.Блок юстировки (поз.1); 2. Блок управления (поз.2); 3. Блок электродов; 4. Панель управления; 5. Съемник (поз.4); 6. Устройство для защиты места сварки (поз.3); 7. Микроскоп; 8. Инструмент для резки оптического моноволновода мод. ИР–1; 9. Инструмент для резки оболочки ВОК мод. РО–1; 10.Инструмент для снятия защитно–упрочняющей оболочки световода мод. СО–2.
2.4. Назначение органов панели управления
На панели управления расположены органы управления, указанные в табл. 4.
Таблица 4
|
Наименование |
Назначение |
|
Зажим "^" |
Для подключения заземления |
|
Разъем "+12 В" |
Для подключения кабеля питания |
|
Предохранитель "5 А" |
Для защиты от перегрузок |
|
Светодиод "ПИТАНИЕ" |
Для индикации включения питания устройства |
|
Светодиод "НАГРЕВ" |
Для индикации включения нагревателя устройства защиты места сварки |
Окончание табл. 4
|
Кнопка "ОПЛАВЛЕНИЕ" |
Для включения режима оплавления |
|
Кнопка "СВАРКА" |
Для включения режима сварки |
|
Тумблер "ВКЛ. ПИТАНИЕ" |
Для включения питания устройства |
|
Тумблер "ВКЛ. НАГРЕВ" |
Для включения нагревателя устройства защиты места сварки. |
|
Кнопка "РУЧ." |
Для включения разряда в ручном режиме работы. |
|
Кнопка "АВТ." |
Для включения разряда в автоматическом режиме работы. |
|
Указатель "ВРЕМЯ" |
Для регулировки времени разряда между электродами. |
|
Указатель "ТОК" |
Для регулировки тока разряда между электродами. |
|
Указатель "СКОРОСТЬ" |
Для регулировки скорости движения теплового двигателя. |
|
Ручка "ЯРКОСТЬ" |
Для регулировки яркости освещения зоны сварки. |
|
Миллиамперметр |
Для индикации тока разряда сварки. |
|
Светодиод "ВН. ВКЛ" |
Для индикации включения высокого напряжения. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.