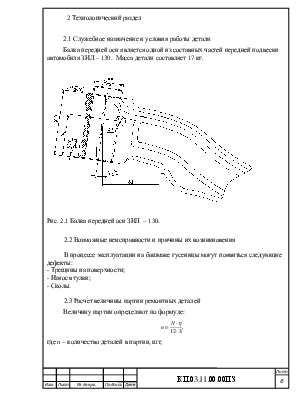
















2.1 Служебное назначение и условия работы детали
Балка передней оси является одной из составных частей передней подвески автомобиля ЗИЛ – 130. Масса детали составляет 17 кг.
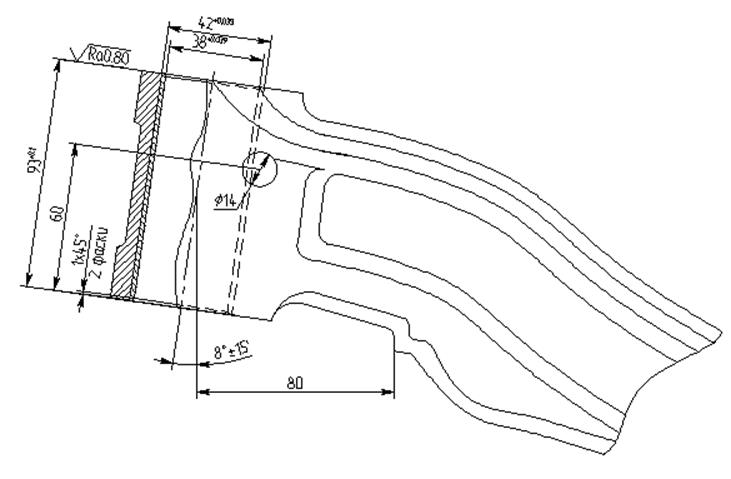
Рис. 2.1 Балка передней оси ЗИЛ – 130.
2.2 Возможные неисправности и причины их возникновения
В процессе эксплуатации на башмаке гусеницы могут появиться следующие дефекты:
- Трещины на поверхности;
- Износ втулки;
- Сколы.
2.3 Расчет величины партии ремонтных деталей
Величину партии определяют по формуле:

где n – количество деталей в партии, шт;
N – годовой производственная программа выпуска деталей одного наименования, шт.;
12 – число месяцев в году;
3 – число запусков в течении месяца (декадное планирование);
η = 0,3 – коэффициент ремонта.
Ориентировочно партия выпуска деталей одного наименования – 3 штуки.
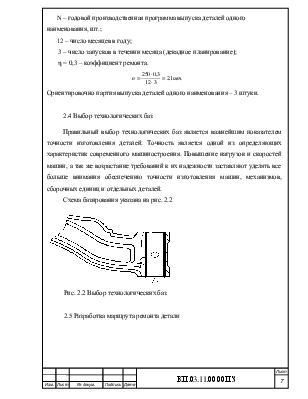
2.4 Выбор технологических баз
Правильный выбор технологических баз является важнейшим показателем точности изготовления деталей. Точность является одной из определяющих характеристик современного машиностроения. Повышение нагрузок и скоростей машин, а так же возрастание требований к их надежности заставляют уделять все больше внимания обеспечению точности изготовления машин, механизмов, сборочных единиц и отдельных деталей.
Схема базирования указана на рис. 2.2
Рис. 2.2 Выбор технологических баз
2.5 Разработка маршрута ремонта детали
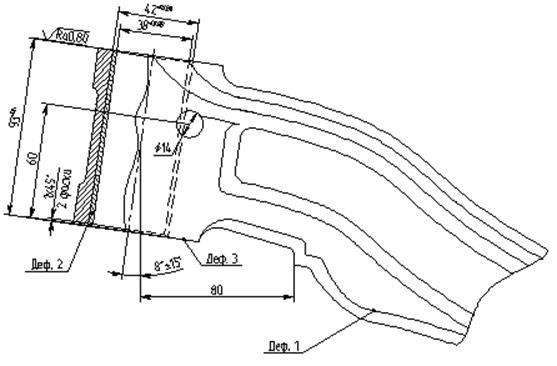
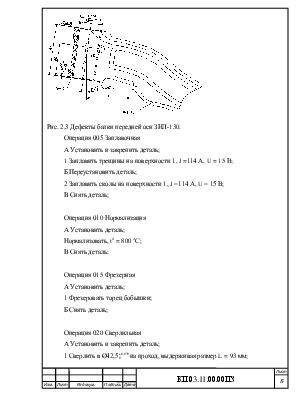
Рис. 2.3 Дефекты балки передней оси ЗИЛ-130.
Операция 005 Заплавочная
А Установить и закрепить деталь;
1 Заплавить трещины на поверхности 1, J =114 А, U = 15 В;
Б Переустановить деталь;
2 Заплавить сколы на поверхности 1, J =114 А, U = 15 В;
В Снять деталь;
Операция 010 Нормализация
А Установить деталь;
Нормализовать, tо = 800 оС;
В Снять деталь;
Операция 015 Фрезерная
А Установить деталь;
1 Фрезеровать торец бобышки;
Б Снять деталь;
Операция 020 Сверлильная
А Установить и закрепить деталь;
1 Сверлить в Ø42,5![]() на проход, выдерживая размер L = 93 мм;
на проход, выдерживая размер L = 93 мм;
Б Открепить деталь, снять деталь;
Операция 025 Слесарная
А Установить деталь;
1 Запрессовать втулку Ø42,5![]() , L = 93 мм;
, L = 93 мм;
Б Снять деталь;
Операция 030 Сверлильная
А Установить и закрепить деталь;
1 Сверлить в Ø38![]() на проход, выдерживая размер L = 93 мм;
на проход, выдерживая размер L = 93 мм;
Б Снять деталь;
2.6 Расчет норм времени и режимов обработки по ремонтным операциям
Расчет режимов обработки по ремонтным операциям сводим в таблицы 2.1, 2.2, 2.3, 2.4, 2.5, 2.6.
Таблица 2.1 - Расчет режимов обработки для операции 005
|
№ перехода |
I А |
U, В |
S, мм |
|
1 |
114 |
15 |
180 |
|
1 |
114 |
15 |
180 |
Таблица 2.2 - Расчет режимов обработки для операции 010
|
№ перехода |
tо оС |
|
1 |
860 |
Таблица 2.3 - Расчет режимов обработки для операции 015
|
№ перехода |
i |
U, м/с |
t, мм |
S, мм/об |
n, об/мин |
tо мин |
|
1 |
2 |
125,6 |
0,2 |
0,4 |
480 |
2,70 |
Таблица 2.4 - Расчет режимов обработки для операции 020
|
№ перехода |
i |
U, м/с |
t, мм |
S, мм/об |
n, об/мин |
|
1 |
1 |
15,35 |
0,2 |
0,4 |
150 |
Таблица 2.5 - Расчет режимов обработки для операции 025
|
№ перехода |
i |
L, мм |
|
1 |
1 |
93 |
Таблица 2.6 - Расчет режимов обработки для операции 030
|
№ перехода |
i |
U, м/с |
t, мм |
S, мм/об |
n, об/мин |
|
1 |
1 |
15,35 |
0,4 |
0,9 |
140 |
2.7 Расчет норм времени по ремонтным операциям.
Операция 005
Основное время обработки рассчитываем по формуле:
to =  , где Q – масса
наплавленного металла, г;
, где Q – масса
наплавленного металла, г;
α – коэффициент наплавки, г/а.ч., (выбираем по таблице α = 6 г/а.ч.);
I – величина сварочного тока, А.
I = (20+6![]() Q)
Q)![]() Э = (20+6
Э = (20+6![]() 18)
18)![]() 3= 104 А
3= 104 А
Q =  , где:S –
площадь наплавки, см.;
, где:S –
площадь наплавки, см.;
h – толщина наплавляемого слоя, см.;
γ – плотность наплавляемого металла электрода, г/см2;
Переход 1
Q =  = 11,3 гр./см.2
= 11,3 гр./см.2
Переход 2
Q = = 11,3 гр./см.2
Переход 1
to =  = 1,1 мин.,
= 1,1 мин.,
Переход 2
to = = 1,1 мин.,
to = 2,2 мин.
Tшт. = to + tв + tд., где Tшт. – норма штучного времени на операцию, мин;
tо – основное машинное время, мин;
tв – вспомогательное время, мин
tд.– дополнительное время, мин (в процентах от оперативного);
tв = tв.у. + tм.в.+ tпр., где tв.у. – вспомогательное установочное время, мин (выбирается по таблицам);
tм.в. – вспомогательное машинное время, мин (выбирается по таблицам);
tпр. - вспомогательное время, связанное с проходом(выбирается по таблицам);
tв = 0,8 + 0,5 + 0,8 = 2,1 мин..,
tд =  , где: К - время на обслуживание рабочего
места (процент
от оперативного);
, где: К - время на обслуживание рабочего
места (процент
от оперативного);
К = 24 .
tд =  = 1,4
= 1,4
Tш-к. = Tшт. +![]() , где Tш-к. – штучно-калькуляционное
время на операцию, мин;
, где Tш-к. – штучно-калькуляционное
время на операцию, мин;
Tп-з – подготовительно-заключительное время на партию деталей, мин (выбирается по таблицам);
n – количество деталей в операционной партии, шт.
Tшт. = 2,2+ 2,1 + 1,4 = 5,7 мин.,
Tш-к. = 5,7 +![]() = 13,7 мин.
= 13,7 мин.
Операция 010
Основное время обработки выбираем по таблице, руководствуясь температурой нормализации и площадью поверхности.
![]() мин.
мин.
Tшт. = to + tв + tд., где Tшт. – норма штучного времени на операцию, мин;
tо – основное машинное время, мин;
tв – вспомогательное время, мин
tд.– дополнительное время, мин (в процентах от оперативного);
tв = tв.у. + tм.в.+ tпр.,
где tв.у. – вспомогательное установочное время, мин (выбирается по таблицам);
tм.в. – вспомогательное машинное время, мин (выбирается по таблицам);
tпр. - вспомогательное время, связанное с проходом(выбирается по таблицам);
tв = 6,3 + 1,2 + 0,8= 8,3 мин.
tд =  , где: К - время на обслуживание рабочего места (процент
от оперативного К = 20);
, где: К - время на обслуживание рабочего места (процент
от оперативного К = 20);
tд =  = 4,6 мин.
= 4,6 мин.
Tшт. = 15 + 8,3 + 4,6 = 27,9 мин.
Tш-к. = Tшт. +![]() , где Tш-к. – штучно-калькуляционное
время на операцию, мин;
, где Tш-к. – штучно-калькуляционное
время на операцию, мин;
Tп-з – подготовительно-заключительное время на партию деталей, мин (выбирается по таблицам); Tп-з = 18 мин.,
n – количество деталей в операционной партии, шт.
Tш-к. = ![]() +
27,9 = 33,9 мин.
+
27,9 = 33,9 мин.
Операция 015
Основное время обработки рассчитываем по формуле:
to =  , где L – расчетная
длина рабочего хода инструмента, мм; Sм – подача, мм/мин; n – частота
вращения шпинделя.
, где L – расчетная
длина рабочего хода инструмента, мм; Sм – подача, мм/мин; n – частота
вращения шпинделя.
Tшт. = to + tв + tд., где Tшт. – норма штучного времени на операцию, мин;
tо – основное машинное время, мин;
tв – вспомогательное время, мин
tд.– дополнительное время, мин (в процентах от оперативного);
tв = tв.у. + tм.в.+ tпр.,
где tв.у. – вспомогательное установочное время, мин (выбирается по таблицам);
tм.в. – вспомогательное машинное время, мин (выбирается по таблицам);
tпр. - вспомогательное время, связанное с проходом(выбирается по таблицам);
tв = 6,3 + 1,2 + 0,8= 8,3 мин.
tд = , где: К - время на обслуживание рабочего места (процент
от оперативного, К =41);
tд =  = 4,3 мин.
= 4,3 мин.
Tшт. = 2,7 + 8,3 + 4,3 = 15,3.,
Tш-к. = Tшт. +![]() , где Tш-к. – штучно-калькуляционное
время на операцию, мин;
, где Tш-к. – штучно-калькуляционное
время на операцию, мин;
Tп-з – подготовительно-заключительное время на партию деталей, мин (выбирается по таблицам); Tп-з = 18 мин.,
n – количество деталей в операционной партии, шт.
Tш-к. = ![]() +
15,3 = 21,3 мин.
+
15,3 = 21,3 мин.
Операция 020
Основное время обработки рассчитываем по формуле:
to = , где L – расчетная
длина рабочего хода инструмента, мм; Sм – подача, мм/мин; n – частота
вращения шпинделя.
Tшт. = to + tв + tд., где Tшт. – норма штучного времени на операцию, мин;
tо – основное машинное время, мин;
tв – вспомогательное время, мин
tд.– дополнительное время, мин (в процентах от оперативного);
tв = tв.у. + tм.в.+ tпр.,
где tв.у. – вспомогательное установочное время, мин (выбирается по таблицам);
tм.в. – вспомогательное машинное время, мин (выбирается по таблицам);
tпр. - вспомогательное время, связанное с проходом(выбирается по таблицам);
tв = 6,3 + 1,2 + 0,8= 8,3 мин.
tд = , где: К - время на обслуживание рабочего места (процент
от оперативного, К =41);
tд =  = 4,1 мин.
= 4,1 мин.
Tшт. = 1,7 + 8,3 + 4,1 = 14,4.,
Tш-к. = Tшт. +![]() , где Tш-к. – штучно-калькуляционное
время на операцию, мин;
, где Tш-к. – штучно-калькуляционное
время на операцию, мин;
Tп-з – подготовительно-заключительное время на партию деталей, мин (выбирается по таблицам); Tп-з = 18 мин.,
n – количество деталей в операционной партии, шт.
Tш-к. = ![]() +
14,4 = 20,4 мин.
+
14,4 = 20,4 мин.
Операция 25
Основное время обработки выбираем по таблице, руководствуясь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.