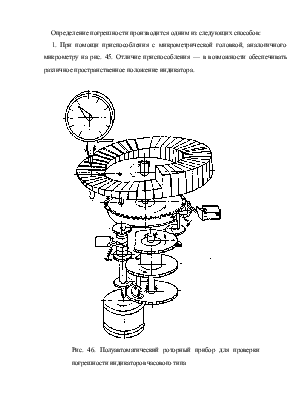


МЕТОДЫ И СРЕДСТВА ПОВЕРКИ ИЗМЕРИТЕЛЬНЫХ ГОЛОВОК
Проверка метрологических параметров зубчатых и рычажно-зубчатых головок представляет собой трудоемкий и сложный процесс. Это связано с большим количеством проверяемых параметров, а также с высокими требованиями к точности применяемых средств поверки. Рассмотрим методы и средства поверки точностных параметров, оценка которых представляет наибольшую сложность. В связи с обширностью номенклатуры применяемых средств поверки будут рассмотрены лишь те из них, которые рекомендованы инструкциями или ГОСТами на методы и средства поверки соответствующих головок, а также средства поверки, позволяющие механизировать и частично автоматизировать процесс поверки.
Наиболее сложной с точки зрения метрологического обеспечения является проверка систематической погрешности измерительной головки. Потребителю гарантируется, что погрешность измерительного прибора не превышает допускаемой величины в любой точке шкалы. Однако контроль систематической погрешности во всех точках диапазона измерения возможен лишь с применением специальных исключительно сложных прецизионных кинематических устройств — кинематомеров. Такая проверка требует непрерывной автоматической записи показаний головки на всем диапазоне измерения. Поэтому методика поверки измерительных головок предполагает замену непрерывной проверки на проверку показаний в ряде дискретных точек шкалы, расположенных на определенных интервалах. Программа проверки предполагает, что если число точек достаточно велико, то погрешность в остальных точках шкалы не выйдет за пределы допустимого значения. При выборе интервалов расположения поверочных точек учитывается характер проявления погрешности прибора. Обычно часть систематической погрешности, вызванная компенсируемыми ошибками изготовления элементов механизма, имеет вид плавной кривой, описываемой степенным многочленом невысокой степени. Для выявления этой составляющей достаточно иметь показания в ряде точек шкалы, расположенных на значительных интервалах друг от друга. В то же время некомпенсируемая составляющая систематической погрешности определяется многократно повторяющимися ошибками профиля
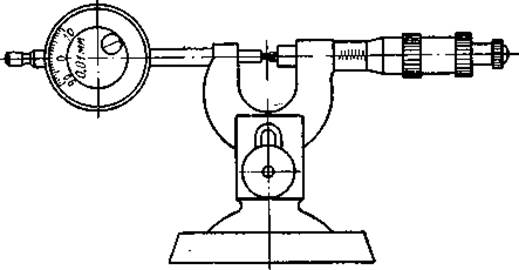
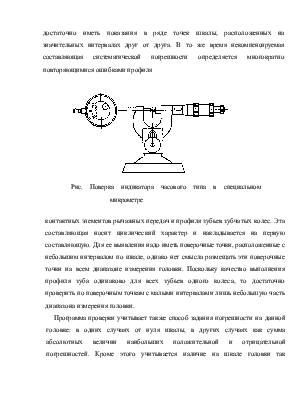
Рис. Поверка индикатора часового типа в специальном микрометре контактных элементов рычажных передач и профиля зубьев зубчатых колес. Эта составляющая носит циклический характер и накладывается на первую составляющую. Для ее выявления надо иметь поверочные точки, расположенные с небольшим интервалом по шкале, однако нет смысла размещать эти поверочные точки на всем диапазоне измерения головки. Поскольку качество выполнения профиля зуба одинаково для всех зубьев одного колеса, то достаточно проверить по поверочным точкам с малыми интервалами лишь небольшую часть диапазона измерения головки.
Программа проверки учитывает также способ задания погрешности на данной головке: в одних случаях от нуля шкалы, в других случаях как сумма абсолютных величин наибольших положительной и отрицательной погрешностей. Кроме этого учитывается наличие на шкале головки так называемого нормированного участка, на котором допускаемая систематическая погрешность задается более жестко, чем на остальном диапазоне измерения.
Рассмотрим конкретные методы поверки зубчатых и рычажно-зубчатых измерительных головок.
Согласно инструкции 141—55 поверка индикаторов часового типа с ценой деления 0,01 мм производится с помощью специального микрометра, у которого вместо неподвижной пятки имеется гнездо для закрепляемого индикатора (рис. 45). Погрешность показаний микрометра и мертвый ход микрометрического винта не должны превышать в сумме ±0,002 мм. Проверку показаний производят в точках шкалы через каждые 0,2 мм при поверке на всем диапазоне измерения, а также на одном обороте стрелки и через 0,ОГ мм в пределах нормированного участка в 0,1 мм. Проверка показаний индикаторов производится при прямом и обратном ходе измерительного стержня.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.