Такой вариант поверки может быть модернизирован с целью повышения производительности контроля. Для этого на барабане микровинта закрепляется фиксационный диск с пазами, расположенными с шагом, соответствующим точкам поверки, а на корпусе микрометра — подпружиненный фиксационный шарик. При применении такого устройства не требуется производить совмещение штрихов стебля и барабана микрометра. Существует возможность произвести поверку индикаторов часового типа в настольных микрометрах МН (ГОСТ 10388—73), в которых вместо собственного отсчетного устройства устанавливается поверяемый индикатор. Следует отметить, что ГОСТы и инструкции допускают применять другие средства поверки измерительных приборов, удовлетворяющих по точности требованиям указанных стандартов, при условии их аттестации в органах метрологической службы.
Представляют интерес созданные на заводе «Красный инструментальщик» (КРИН) полуавтоматизированные электромеханические приборы ПКИ для контроля индикаторов часового типа. Основу прибора (рис. 46) составляет подпружиненный роторный диск, на периферии которого закреплены специальные твердосплавные концевые меры, подобранные согласно программе поверки. При шаговом повороте ротационного диска, который обеспечивается двигателем через специальную зубчатую передачу и мальтийский механизм, концевые меры последовательно проходят между неподвижным упором и подвижным промежуточным стержнем, передающим перемещение измерительному стержню поверяемого индикатора. Конструкция прибора предусматривает проверку индикаторов на прямом и обратном ходах измерительного стержня, возможность проверки двух типов индикаторов на одном приборе. В системе привода применены зубчатые колеса с неполным зубчатым венцом, что обеспечивает после проверки в ряде поверочных точек шкалы длительную паузу для записи контролером показаний. Случайная часть погрешности индикаторов часового типа, которая задается как размах показаний определяется при многократном измерении одной и той же линейной величины. Размах определяется в нескольких точках шкалы и оценивается как разность максимального и минимального показаний в данной точке шкалы. Отметим также, что у торцевых индикаторов, имеющих два измерительных стержня, показания проверяются по каждому измерительному стержню.
Методы и средства поверки рычажно-зубчатых индикаторов бокового действия типа ИРТ и ИРБ определены ГОСТ 8.088—73. Систематическую погрешность рычажно-зубчатых индикаторов определяют так же, как у индикаторов часового типа на всем диапазоне измерения и на нормированном участке в 0,1 мм. На всем диапазоне поверяемые точки расположены с интервалом 0,1 мм, а на нормированном участке — с интервалом 0,02 мм. В отличие от индикаторов часового типа проверка индикаторов бокового действия производится во всех рабочих положениях (вертикальном и горизонтальном) при различных положениях измерительного наконечника относительно корпуса индикатора.
Определение погрешности производится одним из следующих способов:
1. При помощи приспособления с микрометрической головкой, аналогичного микрометру на рис. 45. Отличие приспособления — в возможности обеспечивать различное пространственное положение индикатора.
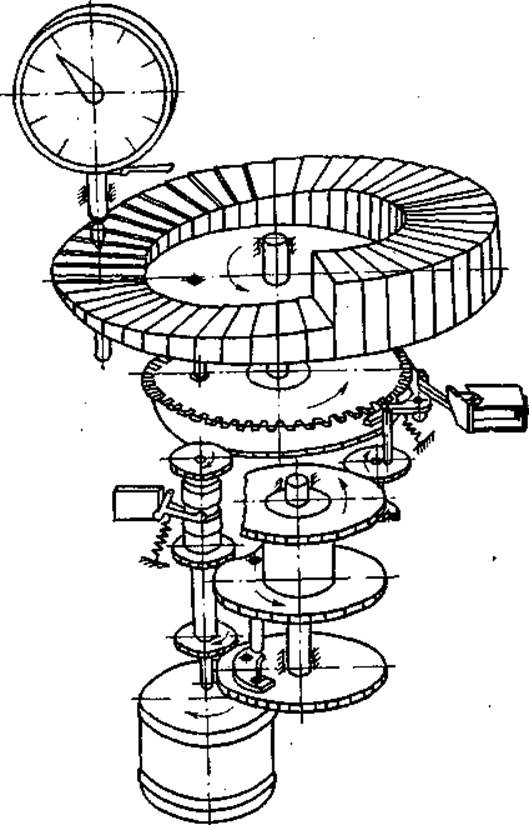
Рис. 46. Полуавтоматический роторный прибор для проверки погрешности индикаторов часового типа
2. На универсальном измерительном микроскопе с применением специального зажимного приспособления согласно приложению '№ 2 ГОСТ 8.088—73.
Рис. 47. Столик измерительный для установки концевых мер
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.