Зернистость применяемого АЗ должна быть на два порядка выше требуемой шероховатости обработанной поверхности, поэтому в экспериментах применен микрошлифпорошок – электрокорунд белый марки 25А зернистостью Ва = 28 мкм.
Для доводки деталей из цветных металлов применяют электрокорунд белый [91]. В качестве носителя абразивных зерен использован ЦИАТИМ 201 ГОСТ 6267-74.
Для установления зависимости шероховатости обработанной поверхности Ra и величины съема металла Dh от частоты вибрации v и давления инструмента на обрабатываемую поверхность р выполнены эксперименты с планированием по плану Коно – 23 с двумя варьируемыми факторами (v и р) [86,101]. Уровни варьирования факторов приведены в таблице 3.2. значения уровней выбирались таким образом, чтобы получить зависимости в предварительно выбранных областях значений факторов.
Таблица 3.2 – Уровни варьирования факторов по плану Коно – 23
|
Уровни варьирования |
Частота вибрации, Х1 (v), Гц |
Давление притира Х2 (р) , МПа |
|
Верхний уровень, Х(+) |
30 |
1,0 |
|
Основной уровень, Х(0) |
20 |
0,8 |
|
Нижний уровень, Х(-) |
10 |
0,6 |
|
Шаг варьирования |
10 |
0,2 |
Последовательность проведения экспериментов по исследованию
процесса виброабразивной обработки каналов
Подготовительные операции
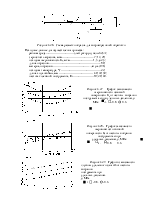
Измерение глубины реперных точек 1…5 специальным индикатором с погрешностью измерения 0,001 мм с остро заточенным наконечником.
Виброабразивная обработка
1.Установка заданных режимов обработки согласно плану эксперимента.
2. Включение установки в работу в течение заданного времени.
3. Отключение установки.
Заключительные операции
1. Демонтаж приспособления и образцов.
2. Промывка образцов.
3. Измерение шероховатости в зонах а, в, с, д и глубины реперных точек 1…5.
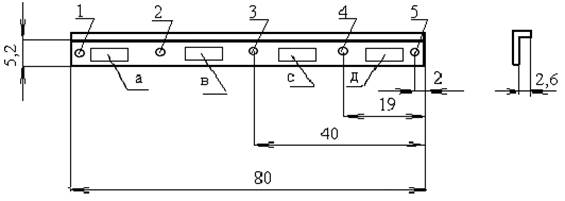
Рисунок 3.26 – Схема разметки образца для виброабразивной обработки
Исходные данные для осуществления процесса:
– рабочая среда…………………………электрокорунд белый 25А;
– зернистость абразива, мкм……………………………..7; 14; 28;
– исходная шероховатость Rа, мкм …………………….1,5 до 2,5;
– длина образцов………………………………………………...80;
– материал образцов…………………………………..латунь Л96;
– исходная температура, °С…………………………………….22;
– длина хода обоймы, мм ……………………………… .30; 40; 50;
– частота колебаний инструмента, Гц…………………..10; 20; 30.
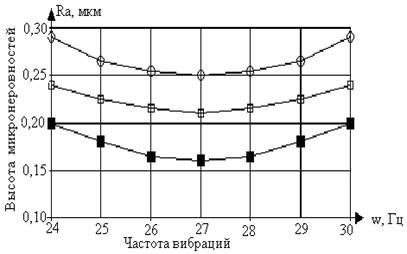
Рисунок 3.27 – График зависимости шероховатости основной
![]()
![]()
![]()
![]() поверхности Rа от частоты
вибрации инструмента w при
поверхности Rа от частоты
вибрации инструмента w при![]()
![]() удельных давлениях р, Мпа: -1, - 0,8, – 0,6
удельных давлениях р, Мпа: -1, - 0,8, – 0,6
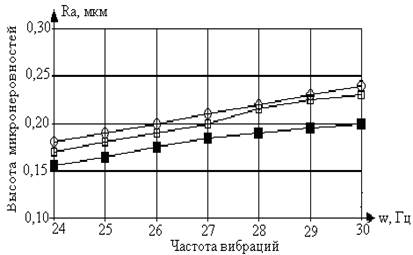
Рисунок 3.28 - График зависимости шероховатости боковой
поверхности Rа от частоты вибрации инструмента w при
![]()
![]()
![]()
![]()
![]()
![]() удельных
давлениях р, Мпа:
удельных
давлениях р, Мпа:
-1, - -0,8, – 0,6
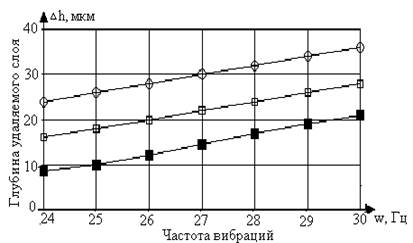
Рисунок 3.29 – Графики зависимости глубины удаленного слоя Δh от частоты вибрации инструмента при удельных давлениях
р, Мпа
![]()
![]()
![]() – 1, - -
0,8, –- 0,6
– 1, - -
0,8, –- 0,6
При математической обработке результатов экспериментов, представленных на графиках 3.27…3.29, получены эмпирические зависимости шероховатости обработанной поверхности Ra в четырех зонах (a, b, c, d) для боковой и основной поверхности образца, величины съема металла Dh от частоты вибрации инструмента w и величины удельного давления инструмента р на обрабатываемую поверхность.
Из анализа результатов экспериментов установлено, что превалирующее влияние на шероховатость поверхности имеют как частота вибрации v, так и удельное давление р, а на съем металла с поверхности - удельное давление р. Требуемая величина шероховатости поверхности Ra = 0,3…0,4 мкм достигается при обработке с частотой вибрации инструмента v = 26…28 Гц, амплитудой вибрации А = 2 мм и удельном давлении притира на обрабатываемую поверхность р = 0.8...1,0 МПа.
Пример планирования эксперимента, разработки методики испытания алмазного эластичного инструмента и анализ результатов (Л.В.Зверинцева)
Абразивная способность порошка характеризуется слоем металла, удаленного с образца в единицу времени. Эксплуатационные свойства инструмента определяются их режущими способностями и износостойкостью.
Показатель износостойкости для шлифовальной шкурки контролируют на приборе КЗШ конструкции ВНИИАШа истиранием шкурки о шкурку в течение
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.