Санкт-Петербургский Государственный Морской Технический Университет
Кафедра сварки судовых конструкций
Отчёт по лабораторной работе №2
«Электрическая контактная сварка»
Выполнил:
Студент гр.1310
Демидов Никита
Проверил:
Мурзин В.В.
2009
Электрическая контактная сварка - электромеханический процесс образования неразъемного соединения, при котором местный нагрев свариваемых деталей протекающим в них электрическим током сопровождается приложением давления, сжимающего нагретые детали в месте их соединения. В начальной стадии процесса давление обеспечивает контакт, а в конечной - пластическую деформацию нагретого металла, в результате чего образуется сварное соединение.
При контактной сварке детали, зажатые между электродами контактной машины, являются частью электрической цепи. Их нагрев до температуры сварки осуществляется теплом, выделяющимся при прохождении электрического тока в месте контакта между деталями и в свариваемых деталях, имеющих определенное сопротивление.
Общее количество тепла, выделяющегося за время t, определяется законом Джоуля - Ленца:
 По форме свариваемого соединения
различают следующие разновидности электрической контактной сварки: стыковую, точечную
и шовную.
По форме свариваемого соединения
различают следующие разновидности электрической контактной сварки: стыковую, точечную
и шовную.
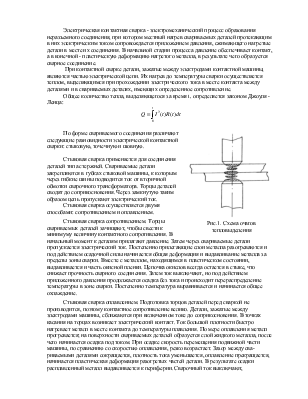
Стыковая сварка применяется для соединения деталей типа стержней. Свариваемые детали закрепляются в губках стыковой машины, к которым через гибкие шины подводится ток от вторичной обмотки сварочного трансформатора. Торцы деталей сводят до соприкосновения. Через замкнутую таким образом цепь пропускают электрический ток.
Стыковая сварка осуществляется двумя способами: сопротивлением и оплавлением.
Стыковая сварка сопротивлением. Торцы свариваемых деталей зачищают, чтобы свести к минимуму величину контактного сопротивления. В начальный момент к деталям прилагают давление. Затем через свариваемые детали пропускается электрический ток. Постепенно прилегающие слои металла разогреваются и под действием осадочной силы начинается общая деформация и выдавливание металла за пределы зоны сварки. Вместе с металлом, находящимся в пластическом состоянии, выдавливается и часть окисной пленки. Цепочка окислов всегда остается в стыке, что снижает прочность сварного соединения. Затем ток выключают, но под действием приложенного давления продолжается осадка без тока и происходит перераспределение температуры в зоне сварки. Постепенно температура выравнивается и начинается общее охлаждение.
Стыковая сварка оплавлением. Подготовка торцов деталей перед сваркой не производится, поэтому контактное сопротивление велико. Детали, зажатые между электродами машины, сближаются при включенном токе до соприкосновения. В точках касания на торцах возникает электрический контакт. Ток большой плотности быстро нагревает металл в месте контакта до температуры плавления. По мере оплавления металл прогревается; на поверхности свариваемых деталей образуется слой жидкого металла, после чего начинается осадка под током. При осадке скорость перемещения подвижной части машины, по сравнению со скоростью оплавления, резко возрастает. Зазор между свариваемыми деталями сокращается, плотность тока уменьшается, оплавление прекращается, начинается пластическая деформация разогретых частей детали. В результате осадки расплавленный металл выдавливается к периферии. Сварочный ток выключают, продолжается осадка без тока. После достижения требуемой величины осадки давление снимается, и процесс сварки прекращается.
В отличие от стыковой сварки сопротивлением, сварка оплавлением не требует подготовки кромок деталей. Детали, сваренные оплавлением, лучше выдерживают динамические нагрузки. Для выполнения сварки этим способом требуется большая мощность машины, но меньшее время пропускания сварочного тока.
Стыковая контактная сварка в судостроении применяется в основных цехах для соединения стальных труб судовых систем , для приварки фланцев к трубам, для соединения встык профильной стали, для изготовления якорных цепей и т.д.; в инструментальных цехах - для сварки инструмента.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.