|
1 2 |
Разделать трещину под углом Заварить разделанную трещину короткими валиками в 30-40 мм, охлаждая место сварки у детали до
температуры |
Слесарный верстак, параллельные тиски, настольный вертикально-сверлильный станок типа НС-12А Сварочный генератор постоянного тока, стол для электросварщика |
Сверлильный патрон, сверло Ø 4 мм, подставка, слесарное зубило 15 мм, крейцмейсель, молоток 400 г. Штангенциркуль 125 мм, точность 0,1 мм Электрододержатель, металлическая щётка для зачистки шлака, защитный щиток для глаз. Лупа семикратная ЛП1-7 |
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|||
|
Дефект. 7. Облом буртика с радиусной выточкой стенки отверстия под сальник ступицы переднего колеса автомобиля ЗИЛ-164 |
||||||
|
1 2 3 |
Установить деталь в приспособлении на станке, выверить по
торцовой поверхности Т3 прилегания тормозного барабана (рис. 135,
а) с точностью 0,15 мм и закрепить. Отрезать обломанный буртик ступицы с
радиусной выточкой на конце с подрезкой торца в размер 42,2-42,8 (рис. 135,
а). Расточить отверстие до Ø Смазать нитрошпаклёвкой или суриком и запрессовать ремонтную гильзу 120-3103015-ДР3 в расточенное отверстие ступицы до упора буртика гильзы в торец расточенной ступицы (рис. 135, б) Подрезать торец запрессованной гильзы под размер 58,2-58,8 мм (рис. 135, в). Проточить поверху буртик
гильзы до Ø 132,0 мм на длине 16,0 мм, проточить выточку на буртике гильзы
радиусом 2,5 мм и радиусный переход к торцу ступицы, выдержав R=2 мм согласно чертежу. Расточить отверстие в гильзе с Ø 118,0 мм до Ø |
Токарный станок типа 1К62, приспособление с планшайбой для токарной обработки ступицы Гидравлический пресс 20 т ГАРО типа 208, подставка под ступицу Токарный станок типа 1К62, приспособление-планшайба для растачивания ступицы |
Резцы с пластинками ВК8 отрезной 16×25, подрезной ВК8, расточной для глухих отверстий, чистовой 25×25 с пластинкой ВК6. Индикатор со штативом, индикаторный нутромер 100-160 мм, установочное кольцо, штангенциркуль 150×0,1 мм с глубиномером Оправка для запрессовки ремонтной гильзы в тупицу, банка с нитрошпаклёвкой или суриком, волосяная кисть для обмазки Резцы с пластинкой Т15К6: подрезной чистовой резец 16×25,
проходной чистовой резец 16×25, расточной чистовой прямой резец 16×25,
фасочный прямой резец 16×25, радиусный резец. Индикатор на штативе,
контрольная плита 400×400, штангенциркуль 150 мм, точность 0,1 мм с глубиномером, пробка гладкая Ø |
|||
Технические условия на ремонт: поверхность гнезда под обойму внутреннего роликового подшипника должна быть концентрична поверхности гнезда под обойму наружного роликового подшипника ступицы с точностью 0,12 мм и концентрична цилиндрической посадочной поверхности под тормозной барабан Ø 150 мм в пределах 0,15 мм. Указанная поверхность должна быть перпендикулярна поверхности прилегания тормозного барабана и диска колеса; отклонения должны быть в пределах 0,15 мм
|
Рис. 135. Ремонт ступицы переднего колеса автомобиля ЗИЛ-164 способом растачивания и гильзования: а – растачивание отверстия; б – гильзование; в – растачивание
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 мм на глубину 42,2-42,8 мм под запрессовку ремонтной гильзы
мм на глубину 42,2-42,8 мм под запрессовку ремонтной гильзы мм на глубину 58,2-58,8 мм. Расточить конусное отверстие в гильзе у буртика под углом
мм на глубину 58,2-58,8 мм. Расточить конусное отверстие в гильзе у буртика под углом  мм, шаблоны для R=2,5 и R=2 мм.
мм, шаблоны для R=2,5 и R=2 мм.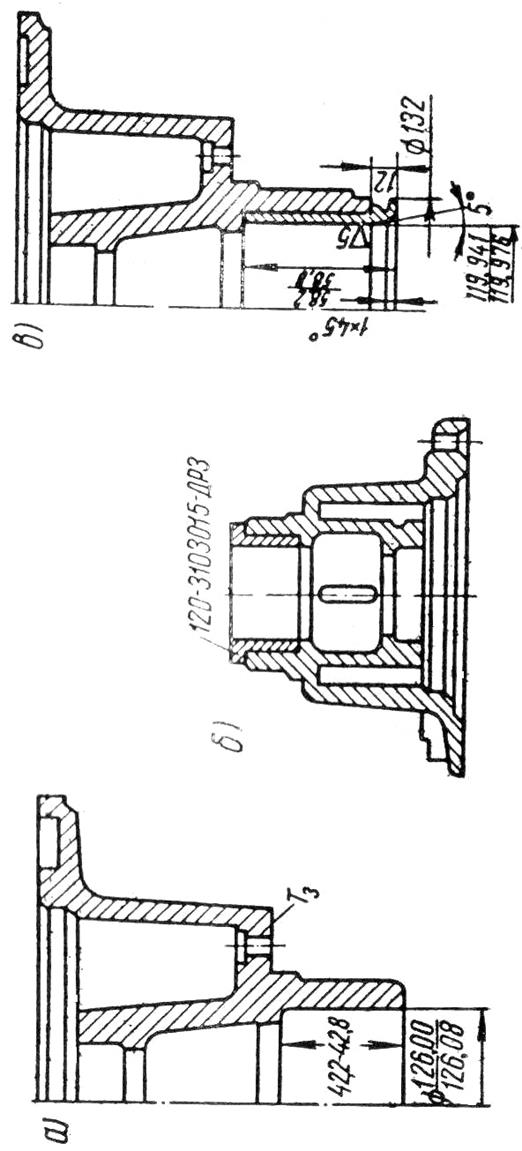 запрессованной
гильзой
запрессованной
гильзой