4.РАСЧЕТ ТОЧНОСТИ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Точность выполнения размеров деталей определяют по формуле
![]() .
.
Здесь ![]() – средняя экономическая
точность обработки на металлорежущих станках, данные о которой приведены в
работах [7, 13];
– средняя экономическая
точность обработки на металлорежущих станках, данные о которой приведены в
работах [7, 13]; ![]() – погрешность установки
заготовки,
– погрешность установки
заготовки,
![]() , где
, где ![]() – погрешность базирования;
– погрешность базирования; ![]() – погрешность закрепления;
– погрешность закрепления; ![]() – погрешность положения заготовки,
– погрешность положения заготовки,
![]() , где
, где ![]() – погрешность, вызываемая неточностью
изготовления и сборки установочных элементов приспособления;
– погрешность, вызываемая неточностью
изготовления и сборки установочных элементов приспособления; ![]() – погрешность, вызываемая износом
установочных элементов приспособления;
– погрешность, вызываемая износом
установочных элементов приспособления; ![]() –
погрешность установки приспособления на станке.
–
погрешность установки приспособления на станке.
Для принятых методов обработки и схемы установки заготовки ожидаемое
расчетное значение точности Т должно быть меньше заданного допуска ![]() , т.е. должно выполняться условие
, т.е. должно выполняться условие
![]() .
.
Соблюдение заданного условия дает основание утверждать, что выбранный метод обработки при соответствующей схеме установки может быть принят за оптимальный в технологическом процессе.
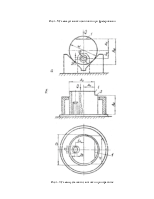
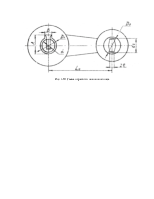
Задача. Предварительное шлифование наружной цилиндрической поверхности втулок диаметром 115 мм производится при установке их с зазором на жесткой шпиндельной оправке (рис. 4.1). Базовое отверстие втулок имеет диаметр 65+0,035мм.
Цилиндрическая
рабочая поверхность оправки диаметром  мм
имеет радиальное биение относительно ее конусной поверхности
мм
имеет радиальное биение относительно ее конусной поверхности ![]() = 0,02 мм, биение шпинделя станка
составляет
= 0,02 мм, биение шпинделя станка
составляет ![]() = 0,01 мм. Определить ожидаемую точность
выполнения цилиндрической поверхности втулки.
= 0,01 мм. Определить ожидаемую точность
выполнения цилиндрической поверхности втулки.
Решение. Исходя из схемы установки,
![]() мм,
мм,
![]() .
.
В соответствии с условием задачи
![]() мм,
мм,
![]() мм [7 табл. 8].
мм [7 табл. 8].
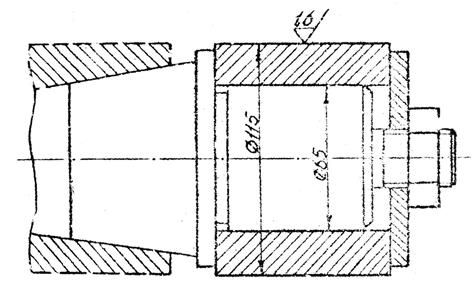
Рис. 4.1. Схема установки втулки
Точность выполнения диаметром 115 мм в результате предварительного шлифования при заданной установке детали
![]() мм.
мм.
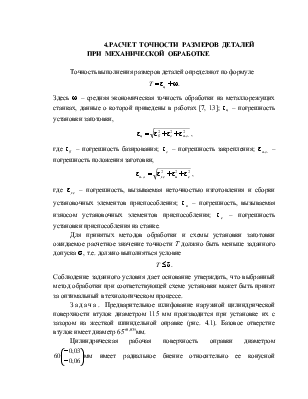
1. При
черновом фрезеровании поверхностей заготовки на горизонтально фрезерном станке
набором фрез возможны два варианта установки (рис. 4.2). Требуется определить,
какая схема установки обеспечивает выполнение заданной точности размеров: 50+0,3
мм, 76-0,2 мм м 40±0,1 мм. Наружная
цилиндрическая поверхность заготовки R = 30-4
мм, диаметр отверстия D = 30+0,021
мм. Размеры установочных пальцев ![]() мм. Угол призмы
мм. Угол призмы ![]() . Погрешность закрепления и погрешность
положения заготовки в приспособлении равны нулю.
. Погрешность закрепления и погрешность
положения заготовки в приспособлении равны нулю.
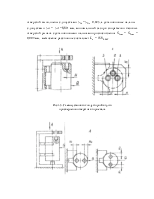
2. При
чистовом фрезеровании на горизонтально-фрезерном станке за два установа
производят обработку поверхностей головок шунта, установленного плоскостью и
двумя отверстиями на цилиндрический и срезанный пальцы (рис. 4.3). Базовые
отверстия выполнены в размере ![]() мм. Установочные
пальцы изготовлены в пределах поля допуска диаметром
мм. Установочные
пальцы изготовлены в пределах поля допуска диаметром ![]() .
Определить точность выполнения размера 70 головки шунта и возможность обработки
поверхностей шунта набором фрез при заданной точности выполнения размеров 45+0,4
мм. Допуск на размер между осями отверстий
.
Определить точность выполнения размера 70 головки шунта и возможность обработки
поверхностей шунта набором фрез при заданной точности выполнения размеров 45+0,4
мм. Допуск на размер между осями отверстий ![]() мм.
мм.
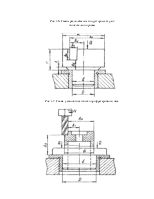
3. У цилиндрических втулок с наружным диаметром d = 80-0,2 мм и внутренним D = 40+0,05 мм необходимо провести черновое фрезерование шпоночного паза шириной В = 18+0,1 мм, выдерживая размеры Н = 70-0,2 и h = 90+0,3 мм (рис. 4.4, а-в). Смещение оси шпоночного паза е относительно диаметральной плоскости втулки не должно превышать 0,1 мм. Определить расчетные величины точности указанных размеров.
Угол
призмы ![]() = 90°,
минимальный зазор при установке заготовки на палец или во втулку
= 90°,
минимальный зазор при установке заготовки на палец или во втулку ![]() = 0,01 мм. Допуск на изготовление
установочного пальца и центрирующей втулки равен 0,02 мм. Принять
= 0,01 мм. Допуск на изготовление
установочного пальца и центрирующей втулки равен 0,02 мм. Принять ![]() .
.
4. У цилиндрических втулок с наружным диаметром d = 80 мм и внутренним D = 40+0,050 мм, необходимо проверить чистовое фрезирование
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.