
качестве режущего инструмента в заводском технологическом процессе используются в основном универсальные инструменты: резцы, сверла, фрезы, что вполне оправдано в условиях современного производства. Измерительный инструмент в заводском технологическом процессе также в основном универсального типа, есть и специальные собственного производства.
Анализ заводского технологического процесса механической обработки детали позволил наметить основные направления его улучшения. Можно отказаться от фрезерно-центровальной операции, возложив ее функции на токарные с ЧПУ. Также объединим вертикально-сверлильные операции в одну. Все остальные операции оставим без изменений.
Прежде чем принять решение о методах и последовательности обработки отдельных поверхностей детали необходимо произвести расчеты экономической эффективности отдельных вариантов и выбрать из них наиболее рациональный для данных условий производства. Критерием оптимальности является минимум приведенных затрат на единицу продукции.
Часовые приведенные затраты Спз, руб/час, можно определить по формуле
![]() , где Сз - основная и дополнительная зарплата
с начислениями, руб/ч;
, где Сз - основная и дополнительная зарплата
с начислениями, руб/ч;
![]() ,
,
ε - коэффициент, учитывающий дополнительную зарплату; ε=1,53;
Стф - часовая тарифная ставка станочника-сдельщика соответствующего разряда, руб/ч;
К - коэффициент, учитывающий зарплату наладчика; К=1;
Счз - часовые затраты по эксплуатации рабочего места, руб/ч.;
![]() ,
,
Cчзб - практические часовые затраты на базовом рабочем месте, руб/ч; Cчзб =4470 руб/ч;
Км - коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы у базового станка; Км принимаем по приложению 2 [ ];
Ен - нормативный коэффициент экономической эффективности капитальных вложений; Ен=0,15 [ ];
Кс, Кз - удельные часовые капитальные вложения соответственно в станок и здание, руб/ч.
 , где Ц - балансовая стоимость станка, руб;
, где Ц - балансовая стоимость станка, руб;
Fд - действительный годовой фонд времени работы станка, ч;
ηз – коэффициент загрузки станка; ηз=0,8 [ ].
Капитальные вложения в здание Кз, руб/ч
 , где F-производственная площадь, занимаемая станком с учетом проходов,
м2
, где F-производственная площадь, занимаемая станком с учетом проходов,
м2
![]() ,
,
f - площадь станка в плане, м2;
Кj - коэффициент, учитывающий дополнительную производственную площадь проходов, проездов и др.;
Цпл.зд – стоимость одного метра квадратного площади механического цеха, руб; Цпл.зд=280000руб.
Значения коэффициента Кj в зависимости от площади станка в плане принимаются: более 20м2 - 1,5; свыше 10 до 20м2 - 2; свыше 6 до 10м2 - 2,5; свыше 4 до 6м2 - 3; свыше 2 до 4м2 - 3,5; менее 2м2 - 4.
Минимальная производственная площадь на один станок равна 6 м2 (если Fменьше 6 м2, его принимают равным 6).
Технологическая себестоимость операции механической обработки Со, руб/ч, определяется по формуле
 , где Тшт - штучно-калькуляционное время на операцию,
мин;
, где Тшт - штучно-калькуляционное время на операцию,
мин;
Кв - коэффициент выполнения норм; Кв=1,3.
Приведенная годовая экономия (экономический эффект на программу), руб
![]() , где Со’ и Со’’ - технологическая себестоимость
сравниваемых операций, руб.
, где Со’ и Со’’ - технологическая себестоимость
сравниваемых операций, руб.
Приведем расчет по выше указанным формулам для базового технологического процесса.
Обработка на фрезерно-центровальном станке МР73М: Ц =134169000 руб.; f =5 м2; Тшт=1,99 мин; 3-й разряд работы Стф=6034 руб/ч; Км =1,5; Кj=3.
![]() руб/ч;
руб/ч;
![]() руб/ч;
руб/ч;
 руб/ч;
руб/ч;
![]() м2;
м2;
 руб/ч;
руб/ч;
![]() руб/ч;
руб/ч;
 руб.
руб.
Обработка на токарном станке с ЧПУ 16А20Ф3С39: Ц =121145000 руб.; f =5,2 м2; Тшт=6,89 мин; 4-й разряд работы Стф=7017 руб/ч; Км =1,8; Кj=3.
![]() руб/ч;
руб/ч;
![]() руб/ч;
руб/ч;
 руб/ч;
руб/ч;
![]() м2;
м2;
 руб/ч;
руб/ч;
![]() руб/ч;
руб/ч;
 руб.
руб.
Таким же образом рассчитаем предложенную операцию для проектируемого технологического процесса.
Обработка на токарном станке с ЧПУ 16А20Ф3С39: Ц =121145000 руб.; f =5,2 м2; Тшт=7,96 мин; 4-й разряд работы Стф=7017 руб/ч; Км =1,8; Кj=3.
![]() руб/ч;
руб/ч;
![]() руб/ч;
руб/ч;
 руб/ч;
руб/ч;
![]() м2;
м2;
руб/ч;
![]() руб/ч;
руб/ч;
 руб.
руб.
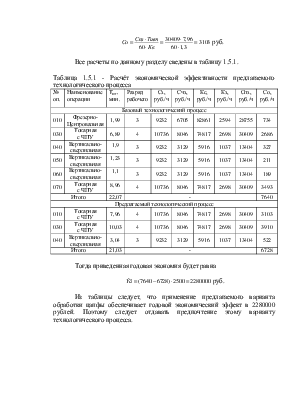
Все расчеты по данному разделу сведены в таблицу 1.5.1.
Таблица 1.5.1 - Расчёт экономической эффективности предлагаемого технологического процесса
|
№ оп. |
Наименование операции |
Тшт, мин. |
Разряд рабочего |
Сз, руб./ч |
Счз, руб./ч |
Кс, руб./ч |
Кз, руб./ч |
Спз, руб./ч |
Со, руб./ч |
|
Базовый технологический процесс |
|||||||||
|
010 |
Фрезерно- Центровальная |
1,99 |
3 |
9232 |
6705 |
82861 |
2594 |
28755 |
734 |
|
030 |
Токарная с ЧПУ |
6,89 |
4 |
10736 |
8046 |
74817 |
2698 |
30409 |
2686 |
|
040 |
Вертикально- сверлильная |
1,9 |
3 |
9232 |
3129 |
5916 |
1037 |
13404 |
327 |
|
050 |
Вертикально- сверлильная |
1,23 |
3 |
9232 |
3129 |
5916 |
1037 |
13404 |
211 |
|
060 |
Вертикально- сверлильная |
1,1 |
3 |
9232 |
3129 |
5916 |
1037 |
13404 |
189 |
|
070 |
Токарная с ЧПУ |
8,96 |
4 |
10736 |
8046 |
74817 |
2698 |
30409 |
3493 |
|
Итого |
22,07 |
- |
7640 |
||||||
|
Предлагаемый технологический процесс |
|||||||||
|
010 |
Токарная с ЧПУ |
7,96 |
4 |
10736 |
8046 |
74817 |
2698 |
30409 |
3103 |
|
030 |
Токарная с ЧПУ |
10,03 |
4 |
10736 |
8046 |
74817 |
2698 |
30409 |
3910 |
|
040 |
Вертикально- сверлильная |
3,04 |
3 |
9232 |
3129 |
5916 |
1037 |
13404 |
522 |
|
Итого |
21,03 |
- |
6728 |
||||||
Тогда приведенная годовая экономия будет равна
![]() руб.
руб.
Из таблицы следует, что применение предлагаемого варианта
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.