Пояснительная записка
Для изготовления ключа будем использовать способ обработки металлов давлением горячая штамповка.
Штамповка - технологический процесс, заключающийся в изменении простейших объёмных заготовок (цилиндрической, призматической и др. формы) в более сложные изделия, форма которых соответствует полости специализированных инструментов - штампов. Объемная штамповка как процесс перераспределения металла заготовки происходит в результате пластической деформации.
Горячая штамповка осуществляется с нагревом до температуры 200-1300 °С в зависимости от состава сплава и условий.
Основные операции объемной штамповки - осадка, высадка, протяжка, выдавливание, гибка, плющение, калибровка, образование выступов, утолщений, углублений, осуществляемые на кузнечно-прессовых машинах - молотах, прессах и машинах специального назначения.
В качестве заготовки использую лист. Одним из рациональных решений является горячая обработка объемной штамповки в разъёмных матрицах, т. е. в штампах с 2 или несколькими плоскостями разъёма на горизонтально-ковочных машинах. Матрицы этих штампов не имеют уклонов, в них можно штамповать даже поковки, расширяющиеся ко дну матрицы. В разъёмных матрицах можно также вести штамповку на гидровинтовых и кривошипных прессах.
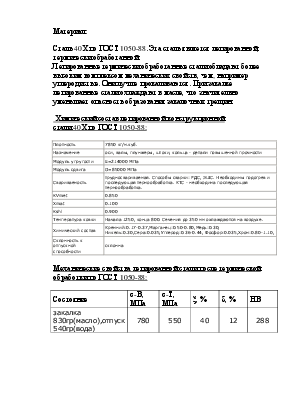
Материал:
Сталь 40Х по ГОСТ 1050-88. Эта сталь является легированной, термически обработанной.
Легированные термически обработанные стали обладают более высоким комплексом механических свойств, чем, например углеродистые. Они лучше прокаливаются. При закалке легированные стали охлаждают в масле, что значительно уменьшает опасность образования закалочных трещин.
Химический состав легированной конструкционной стали 40Х по ГОСТ 1050-88:
|
Плотность |
7850 кг/м.куб. |
|
Назначение |
оси, валы, плунжеры, штоки, кольца - детали повышенной прочности |
|
Модуль упругости |
E=214000 МПа |
|
Модуль сдвига |
G=85000 МПа |
|
Свариваемость |
трудносвариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и последующая термообработка. КТС - необходима последующая термообработка. |
|
KVmet |
0.850 |
|
Xmat |
0.100 |
|
Kshl |
0.900 |
|
Температура ковки |
Начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе. |
|
Химический состав |
Кремний:0.17-0.37,Марганец:0.50-0.80,Медь:0.30, Никель:0.30,Сера:0.035,Углерод:0.36-0.44, Фосфор:0.035,Хром:0.80-1.10, |
|
Склонность к отпускной способности |
склонна |
Механические свойства легированной стали после термической обработки по ГОСТ 1050-88:
|
Состояние |
σ-В, МПа |
σ-Т, МПа |
ξ, % |
δ, % |
НВ |
|
закалка 830гр(масло),отпуск 540гр(вода) |
780 |
550 |
40 |
12 |
288 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.