считать целесообразной, так как при этом соблюдаются принципы постепенности формирования свойств обрабатываемой детали.
Для анализа применяемого для обработки заданной детали оборудования составляем таблицы 3.1 и 3.2.
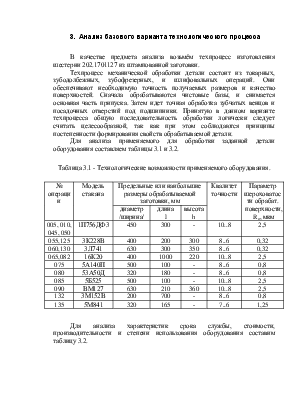
Таблица 3.1 - Технологические возможности применяемого оборудования.
|
№ операции |
Модель стакана |
Предельные или наибольшие размеры обрабатываемой заготовки, мм |
Квалитет точности |
Параметр шероховатости обрабат. |
||
|
диаметр /ширина/ |
длина l |
высота h |
поверхности, Ra, мкм |
|||
|
005, 010, 045, 050 |
1П756ДФ3 |
450 |
300 |
- |
10..8 |
2,5 |
|
055,125 |
3К228В |
400 |
200 |
300 |
8..6 |
0,32 |
|
060,130 |
3Л741 |
630 |
300 |
350 |
8..6 |
0,32 |
|
065,082 |
16К20 |
400 |
1000 |
220 |
10..8 |
2,5 |
|
075 |
5А140П |
500 |
100 |
- |
8..6 |
0,8 |
|
080 |
53А50Д |
320 |
180 |
- |
8..6 |
0,8 |
|
085 |
5Б525 |
500 |
100 |
- |
10..8 |
2,5 |
|
090 |
ВМ127 |
630 |
210 |
360 |
10..8 |
2,5 |
|
132 |
3М152В |
200 |
700 |
- |
8..6 |
0,8 |
|
135 |
5М841 |
320 |
165 |
- |
7..6 |
1,25 |
Для анализа характеристик срока службы, стоимости, производительности и степени использования оборудования составим таблицу 3.2.
Таблица 3.2 - Характеристика срока службы, стоимости, сложности, производительности применяемого оборудования
|
№ опе-рации |
Модель станка |
Цена станка, млн.руб. |
Категория ремонтн. сложности |
Год изготов-ления |
Кол-во станков на опера-ции |
Трудоёмкость изготовления, Тшт., мин. |
Коэф-фициент загрузки станка |
|
005 |
1П756ДФ3 |
17,630 |
19,5/24 |
1999 |
1 |
5,58 |
0,05 |
|
010 |
1П756ДФ3 |
17,630 |
19,5/24 |
1999 |
1 |
4,2 |
0,04 |
|
045 |
1П756ДФ3 |
17,630 |
19,5/24 |
1999 |
1 |
5,46 |
0,05 |
|
050 |
1П756ДФ3 |
17,630 |
19,5/24 |
1999 |
1 |
4,62 |
0,04 |
|
055 |
3К228В |
7,927 |
24/18,5 |
1994 |
1 |
5,04 |
0,04 |
|
060 |
3Л741 |
2,925 |
27 |
1988 |
1 |
3,84 |
0,03 |
|
065 |
16К20 |
8,019 |
19 |
1984 |
1 |
4,92 |
0,04 |
|
075 |
5А140П |
30,195 |
20 |
1986 |
1 |
7,56 |
0,07 |
|
080 |
53А50Д |
13,380 |
12 |
2000 |
1 |
5,34 |
0,05 |
|
082 |
16К20 |
8,019 |
19 |
1984 |
1 |
1,32 |
0,01 |
|
085 |
5Б525 |
1,800 |
4 |
1986 |
1 |
2,88 |
0,03 |
|
090 |
ВМ127 |
7,229 |
18 |
1986 |
1 |
5,34 |
0,05 |
|
125 |
3К228В |
7,927 |
24/18,5 |
1994 |
1 |
8,7 |
0,08 |
|
130 |
3Л741 |
2,925 |
27 |
1988 |
1 |
6,54 |
0,06 |
|
132 |
3М152В |
26,480 |
30 |
1998 |
1 |
5,76 |
0,05 |
|
135 |
5М841 |
119,075 |
37/30 |
1990 |
1 |
27,04 |
0,24 |
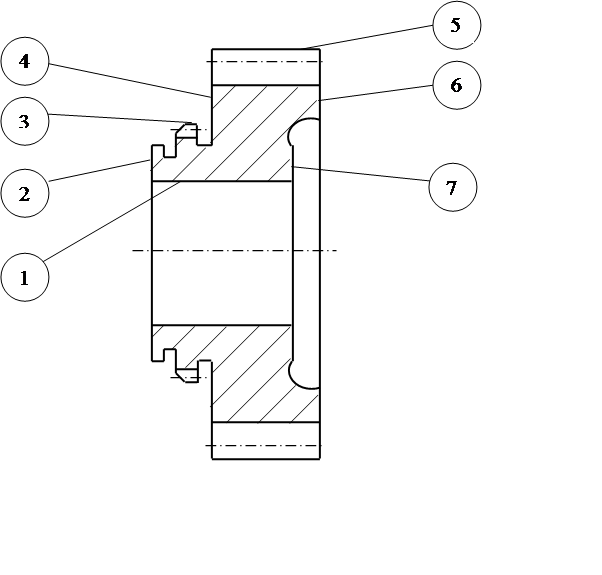 |
Рис.2 - Эскиз обрабатываемой детали с базами.
Для анализа схем базирования заготовки при обработке и возникающих при базировании погрешностей составим таблицу 3.3.
Таблица 3.3 - Базирование заготовок при обработке.
|
№ и наименование операции |
Выдерживаемые р-ры, мм |
Номера поверхностей баз |
Погреш-ность базирования, |
|||||
|
Номин. знач. |
Допуск |
Установочной |
Направля-ющей |
двой-ной напр. |
Опор-ной |
Двойн. опорной |
мм. |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
005 Токарная с ЧПУ |
L = 61 L = 17 Ø97 Ø128 L=39 Ø218 |
0,8 0,4 0,62 1,0 1,0 1,15 |
6 |
5 |
0 |
|||
|
010 Токарная с ЧПУ |
Ø218 L=42 L = 13,5 |
1,15 0,3 0,2 |
4 |
5 |
0 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
045 Токарная с ЧПУ |
L = 12,8 Ø99 1,2x45° L = 44,8 2,7x45° L = 57,6 Ø215 |
0,15 0,2 - 0,15 - 0,2 0,29 |
2 |
3 |
0 |
|||
|
050 Токарная с ЧПУ |
Ø140 Ø125 Ø118 L = 56,4 L = 39,5 L = 16 L = 6,5 L = 43,6 1,2x45° 2x45° |
1,0 0,4 0,35 0,2 0,3 0,1 0,2 0,15 - - |
7 |
1 |
0 |
|||
|
055 Внутришлифовальная |
Ø99,4 L = 43,4 |
0,04 0,1 |
4 |
5 |
0 |
|||
|
060 Плоскошлифовальная |
L = 56,1 L = 43,2 |
0,1 0,1 |
7 |
5 |
0 |
|||
|
065 токарная |
Ø140 Ø117,8 Ø113 L = 11,8 L = 2 L = 27,2 L = 2,8 |
1,0 0,35 0,46 0,05 0,4 0,1 0,4 |
7 |
1 |
0 |
|||
|
075 зубодол-бежная |
Ø118,5 Мd = 132,21 |
0,54 0,1 |
7 |
1 |
0 |
|||
|
080 зубофре-зерная |
W=81,55 Fr=0,16 |
0,15 |
2 |
1 |
0 |
|||
|
082 токарная |
Ø140 Ø117,8 Ø113 L = 11,8 L = 2 L = 27,2 L = 2,8 |
1,0 0,35 0,46 0,05 0,4 0,1 0,4 |
7 |
1 |
0 |
|||
|
085 спец.зубо-обрабат. |
0,5 |
0,1 |
6 |
5 |
0 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
90 Вертикально-фрезерная |
1,8 |
0,4 |
6 |
1 |
0 |
|||
|
125 Внутришлифовальная |
Ø100 L = 26,95 |
0,035 0,1 |
4 |
5 |
0 |
|||
|
130 плоскошлифовальная |
L = 42,75 |
0,1 |
7 |
5 |
0 |
|||
|
132 круглошли-фовальная |
Ø126 L=26,75 L=12 |
1,0 0,13 0,11 |
7 |
1 |
0 |
|||
|
135 зубошли-фовальная |
Wз = 81,065 Fvw = 0,05 Eas = 0,028 Eai = -0,118 Fi = 0,088 fi = 0,05 |
0,094 |
7 |
1 |
0 |
В качестве черновых баз при обработке заданной детали выбраны наружные необрабатываемые поверхности, которые имеют достаточно точные размеры для первоначальной обработки детали. Такой выбор черновых баз диктуется необходимостью обработки поверхностей, выбранных в качестве базовых при чистовой обработке. В данном случае нашими базами являются наружный диаметр и плоский торец детали. Затем обрабатываются поверхности, которые служили черновыми базами и далее они получают роль чистовых баз. Такая схема базирования обеспечивает высокую точность взаимного расположения основных рабочих поверхностей детали, а так же соблюдение принципа постоянства и единства баз. Кроме того, данные базы обеспечивают использование достаточно простых приспособлений, а также удобство установки и снятие обрабатываемых деталей.
Анализ приведенных данных таблиц 3.1 – 3.3 показывает, что используемые станки по габаритным размерам обрабатываемой заготовки, достигаемой точности и шероховатости соответствуют требуемым условиям обработки. Категория ремонтной сложности станков невысокая (за исключением станка 3М152В и 5М841), фактическое состояние станков, находящихся на участке, удовлетворительное.
Коэффициенты загрузки применяемого оборудования невысокие. Поэтому станки должны быть дозагружены обработкой других деталей типа шестерня до среднего коэффициента загрузки 0,6...0,7. Это может быть обеспечено при соответствующем подборе обрабатываемых деталей благодаря достаточно широким технологическим возможностям оборудования.
Разряды рабочих вполне соответствуют характеру работы и, для изготовления детали по данному техпроцессу, не требуется рабочих более высокой квалификации.
Для улучшения действующего техпроцесса предлагаю ввести следующие изменения:
1. Объединить токарные операции с ЧПУ 005 и 010 в одну, обработку вести в два установа. В результате чего сократится подготовительно-заключительное время на операции 010, и уменьшится количество рабочих.
2. Сократить внутришлифовальную 055, плоскошлифовальную 060 операции, за счет получения заданной точности и чистоты поверхности на предыдущих токарных операциях с ЧПУ 045 и 050, а также совместить с ними токарно-винторезную операцию 065 и получать канавки на 050-й операции.
Такая замена предъявляет высокие требования к технологическому оборудованию. Станок используемый в базовом техпроцессе 1П756ДФ3 не обладает необходимыми технологическими возможностями, а именно по точности – необходим как минимум 7-й квалитет, при возможном
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.