револьверный) заменить на более дешевый ГС526 (токарно-винторезный).
2. Операции 040 и 050 объединить в одну вертикально-сверлильную 040, т.к. эти операции характеризуются однотипностью оборудования и некоторой оснастки. Такое действие позволит сократить на оборудовании и тем самым на площади цеха, причем также позволит увеличить время выполнения операции, что в свою очередь должно позволить более синхронизировать технологический процесс;
3. Операции 070,080 и 090 объединить в одну вертикально-сверлильную 070. Причины аналогичные, как и в предыдущем пункте.
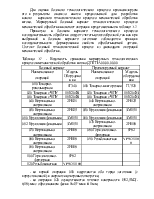
Целесообразность этих изменений будет известна после детальных экономических расчётов вариантов технологических процессов. Критерием оптимальности является минимум приведённых затрат на единицу продукции.
Приведенная годовая экономия Эг, тыс.руб.
Эт= (С0'- С0") ∙ N,
где С0' - технологическая себестоимость базового варианта обработки детали, тыс.руб.;
С0" - технологическая себестоимость проектируемого варианта обработки детали, тыс.руб.;
Технологическая себестоимость операции С0, тыс.руб., механической обработки
где Спз - часовые приведенные затраты по эксплуатации рабочего места, тыс.руб./ч;
СПЗ=СЗ +СЧЗ+ЕН∙(КС + КЗД);
Сз - основная и дополнительная заработная плата с начислениями, тыс.руб./ч СЧ.З _ часовые затраты по эксплуатации рабочего места;
Ен - нормативный коэффициент экономической эффективности капитальных вложений; Ен=0,15;
Кс, Кзд - удельные часовые капитальные вложения соответственно в оборудование и здание, тыс.руб./ч.
Основная и дополнительная заработная плата с начислениями, тыс.руб./ч
С3=ε∙СТФ∙k∙у, где ε - коэффициент, учитывающий дополнительную заработную плату; ε=1,53;
Стф- часовая тарифная ставка станочника соответствующего разряда, тыс.руб./ч;
k - коэффициент, учитывающий заработную плату наладчика; k=1;
у - коэффициент, учитывающий оплату рабочего при многостаночном обслуживании; у=1.
Часовые затраты по эксплуатации рабочего места
![]()
где Cчз - практические часовые затраты на базовом рабочем месте, тыс.руб./ч.; для среднесерийного типа производства с учётом инфляции Cчз =3,63 тыс.руб./ч.;
Км - коэффициент, показывающий во сколько раз затраты связанные с работой данного оборудования больше, чем аналогичные расходы базового оборудования [4].
Часовые затраты по эксплуатации рабочего места в случае пониженной загрузки оборудование (Кэф<60%) должны быть скорректированы. В этом случае скорректированные часовые затраты Cкчз, тыс. руб./ч
где φ - поправочный коэффициент
α - удельный вес постоянных затрат в себестоимости на рабочем месте; принимается по [4].
Капитальные вложения в оборудование Кс, тыс.руб./ч.
 , где Ц— балансовая стоимость
оборудования, тыс.руб.
, где Ц— балансовая стоимость
оборудования, тыс.руб.
Ц = (1+К)∙Ц0;
К - дополнительные затраты на монтаж, транспортировку оборудования; АМ),05...0,15; принимаем К=0,15;
Ц0 - оптовая стоимость технологического оборудования, тыс.руб. (см. таблицу 3.8).
Капитальные вложения в здание Кз, тыс.руб./ч
 , где F - производственная площадь,
занимаемая станком с учетом проходов, м2, (таблица 3.8);
, где F - производственная площадь,
занимаемая станком с учетом проходов, м2, (таблица 3.8);
Цпл - стоимость одного квадратного метра площади механического цеха, тыс. руб./м2; Цпл=87 тыс.руб./м2.
Производственная площадь, занимаемая станком с учетом проходов
![]()
где ![]() - площадь станка в плане, м2;
- площадь станка в плане, м2;
Kj - коэффициент, учитывающий дополнительную производственную площадь проходов, проездов и др.
Краткие технические характеристики используемого и предлагаемого оборудования представлены в таблице 3.8
Базовый вариант Операция «010 Токарно-револьверная» Исходные данные:
Обработка осуществляется на
станке модели 1Г340; Ц0=60620 тыс.руб.; ![]() =3,6 м ; Кf=3,5; ТШТ-К=1,333; Кзф=0,065;
Км=0,9; α=0,32; разряд рабочего - 4; Стф=0,535 тыс.руб./ч.
=3,6 м ; Кf=3,5; ТШТ-К=1,333; Кзф=0,065;
Км=0,9; α=0,32; разряд рабочего - 4; Стф=0,535 тыс.руб./ч.
Основная и дополнительная заработная плата с начислениями Сз, руб./ч
С3= 1,53- 0,535-1-1=0,818 тыс.руб./ч.
Таблица 3.8 - Краткие технические характеристики технологического оборудования
|
Модель оборудования |
Оптовая стоимость Цс, тыс.руб. |
Габариты lxb, м |
Площадь а, м2 |
Мощность N, kBT |
Категория ремонтной сложности |
|
1Г340 |
60620 |
3,000x1,200 |
3,6 |
5,5 |
26 |
|
ГС526 |
32000 |
2,800x1,270 |
3,56 |
11 |
20 |
|
2Н125 |
9900 |
1,130x0,850 |
0,95 |
2,2 |
12 |
|
2Н118 |
5280 |
0,910x0,550 |
0,50 |
1,5 |
11 |
Поправочный коэффициент φ
Часовые затраты по эксплуатации рабочего места
![]()
Скорректированные часовые
затраты ![]() , руб./ч
, руб./ч

Производственна площадь, занимаемая технологическим оборудованием f, м2
f=3,6-∙3,5=12,6 м2.
Балансовая стоимость оборудования Ц, тыс.руб.
Ц = (1+0,15)∙ 60620=69713 тыс.руб.
Капитальные вложения в оборудование Кс тыс.руб./ч.
 .
.
Капитальные вложения в здание К3, тыс.руб./ ч

Часовые приведенные затраты по эксплуатации рабочего места
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.