2. КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Приспособление для фрезерования и сверления
2.1.1 Назначение и описание принципа работы приспособления
Приспособление для фрезерования и сверления предназначено для закрепления и позиционирования детали корпус на станке ИР320.
Деталь устанавливается на опорные платики 7 и базируется по четырём пальцам, цилиндрическим позиция 5 и срезанным позиция 4. Зажим производится четырьмя гайками 10 при помощи гаечного ключа 8.
2.1.2. Расчет приспособления на точность
Для расчета применяем формулу:
e £ d - K × ((K1 × eб)2 + eз2 + eу2 +eизн + eп2 +(К2 × w)2)1/2
где d = 0.02- допуск на выдерживаемый размер, мм
К=1.2 - коэффициент, учитывающий возможное отступление от нормального распределения отдельных составляющих;
eб=0.03 - погрешность базирования, так как не совмещаются установочная и измерительная базы;
eз = 0.1 - погрешность закрепления, мм;
eуст=0 - погрешность установки, т.к. не влияет на растачиваемую поверхность.
eизн = 0.01 -погрешность, установочных элементов приспособления.
eп=0 - погрешность смещения режущего инструмента, т.к. отсутствуют направляющие элементы проектирования.
K2 = 0.62 - 0.8 - коэффициент;
Принимаем К2 = 0.7 , находим К2 × w = 0.7 × 0.12 = 0.084 мм
Подставив в формулу полученные значения погрешностей, получим:
Eпр=![]() =
=
=![]() =0,02-0,12=0,014 мм.
=0,02-0,12=0,014 мм.
eпр=0.016 мм
Погрешность проектирования меньше половины поля допуска, следовательно, приспособление обеспечивает необходимую точность.
2.1.3 Расчет необходимого усилия зажима
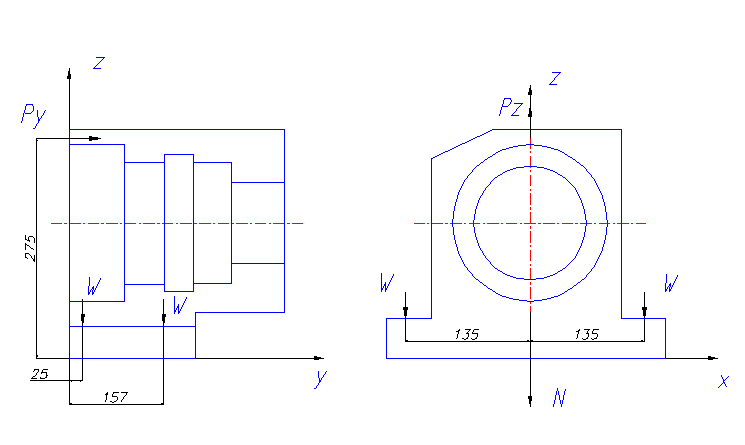
Рисунок 2.1- Схема действия сил.
Силу резания, возникающую при фрезеровании определим по формуле:
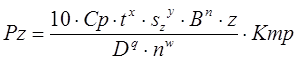
где показатели степеней q, x, y, n, w и коэффициент Ср:
Cp = 54.5 , x = 0.9 , y = 0.74 , q=1.0, w=0, n = 0.
S = 0.15 мм/об, t = 1.5 мм
Кр=Kmp*Kφp*Kγp*Kλp*Krp
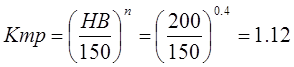
Kφp=0.94; Kγp=1.1; Kλp=1; Krp=0.87
Kp=1.12*0.94*1.1*1*0.87=1

Составляющие силы резания Рx и Рy можно определить из соотношений см.[4] ,c.292:
Py = 0.8 × 3345 = 2676 Н
Рx = 0.4 × 3345 = 1338 Н
Необходимое усилие зажима, определим по формулам:
Получаем:
![]()
Необходимое усилие зажима, определим по формуле:
W1=K×W;
К=1.5×1×1.15×1×1×1.2×1=2,07;
W1=2,07×5451=11283 H;
Произведем расчет необходимого момента затяжки гайки.
Из условия прочности выбираем по табл.4 [6] винт М16, шаг Р=2мм, d3=13,836мм;
Момент затяжки гайки рассчитывается по упрощенной формуле:
М=0.2×W1×d3=0.2×2820×13,836=7805 Н/мм;
2.1.4 Расчет элементов приспособления на прочность
Проводим расчет четырёх шпилек:
где tср - расчетное напряжение среза Н/мм2;
Q - поперечная сила, мм;
F - расчетная площадь среза , мм2 ;
[tср] - допускаемое напряжение среза в соединениях, несущих осевую нагрузку;

где Z =4 - число штифтов;
P - общая нагрузка соединения, Н;
Для стальных болтов, штифтов и т. д. при статической нагрузке принять
[tср] = (0.25 - 0.3) × sт;
где sт - предел текучести штифта;

Принимаем штифт d = 16 мм
2.2 Приспособление установочное
2.2.1 Назначение и описание принципа работы приспособления
Приспособление установочное предназначено для закрепления и позиционирования детали корпус на станке ГФ2171.
Деталь устанавливается на опорны 14 и базируется по двум пальцам, цилиндрическом позиция 10 и срезанном позиция 9. Зажим производится двумя прихватами 11 при помощи гидравлической системы. Пихваты установлены на шпильках 22 и опорах 44. Движение прихватов осуществляется поршнем 5.
2.2.2. Расчет приспособления на точность
Для расчета применяем формулу:
e £ d - K × ((K1 × eб)2 + eз2 + eу2 +eизн + eп2 +(К2 × w)2)1/2
где d = 0.03- допуск на выдерживаемый размер, мм
К=1.2 - коэффициент, учитывающий возможное отступление от нормального распределения отдельных составляющих;
eб=0.03 - погрешность базирования, так как не совмещаются установочная и измерительная базы;
eз = 0.2 - погрешность закрепления, мм;
eуст=0 - погрешность установки, т.к. не влияет на растачиваемую поверхность.
eизн = 0.01 -погрешность, установочных элементов приспособления.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.